
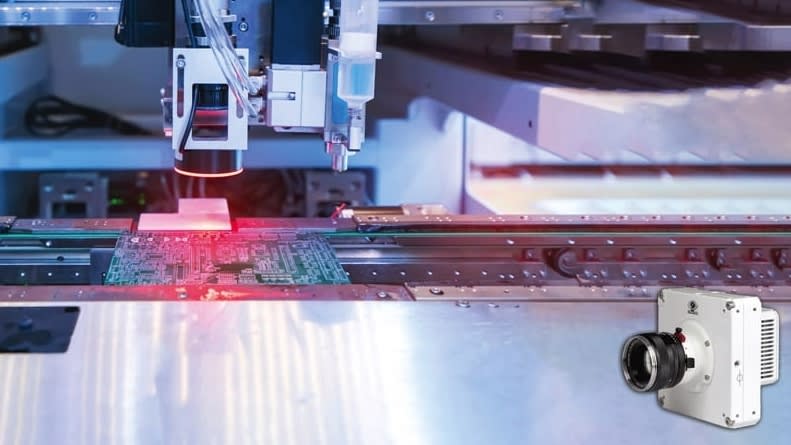
There are a number of ways to extract data from a production line. In factory automation, sensors are used in work cells to gather data for inspection or to trigger other devices. These sensors fall into multiple categories – photoelectric, fiber optic, proximity, ultrasonic, and vision are the most common.

But all sensors are not created equal. Low-cost photoelectric sensors can perform only a limited number of simple tasks such as position verification and basic counting. They cannot distinguish between patterns or colors. And with their rigid mounting setup, they cannot handle misalignment or variability common in most work cells. Vision sensors offer greater flexibility, perform multiple inspection types within a single image, and generate additional rich data for quality and process improvement.
Vision Sensors: A Class Apart
Not to be confused with the digital sensors inside a camera, vision sensors are a category of machine vision system designed to perform simple presence/absence inspections and deliver pass/fail results in unstructured environments. Vision sensors combine a camera’s ability to take pictures with the processing power of a computer to make decisions about the position, quality, and completeness of a manufactured part or product. Vision sensors include a library of software tools that perform different types of inspections, even performing multiple types of inspections and delivering multiple pass/fail results from a single acquired image.

Critically, and unlike other classes of sensors, vision sensors can handle multiple inspection points per target. Vision sensors can also detect their targets by pattern, feature, and color. They can detect specific parts within a very wide region of interest and can do so dynamically as the part moves along the line.
Deploying Vision Sensors on the Line
Vision sensors lack the most sophisticated vision tools available on standalone machine vision systems but can perform a great number of vision tasks in factory automation and logistics environments. Vision sensors are also more affordable than machine vision systems and require less expertise to run.
Vision sensors perform inspections first by locating the part in the image, then by looking for specific features on that part. Once the field of view (FOV) is set, an operator can run vision tools within the entire range of the target to inspect multiple features for their presence, completeness, or orientation — all in a single image. And even though data output is binary, data in aggregate can be used downstream to improve processes and perform diagnostics on a particular work cell.
Unlike any other sensor, a vision sensor can handle misalignment and predictable variability in a work cell, so operators can use them in pre-configured cells without needing to make a number of costly and time-consuming changes. Whereas point source sensors must be perfectly aligned in order to function, vision sensors are designed to handle a high degree of variability. An object can therefore be inspected in any position on the belt.
Vision sensors solve advanced presence/ absence detection by detecting a part by finding an actual part feature; inspecting features that other sensors cannot; inspecting multiple part features simultaneously; and overcoming varying part positions on the line.
Easy-to-Use, Low-Cost Solutions

Vision sensors generally require no programming and provide easy guided setup through user-friendly vision software interfaces. Most are easily integrated into larger systems to provide single- and multiple-point inspections with dedicated processing. Most offer built-in Ethernet communications that enable users to exchange data with other systems to communicate results and trigger subsequent stages of an inspection.
A network of vision sensors can be easily linked to plant and enterprise networks, allowing any workstation in the factory to view results, images, and data for process control. Depending on the specific system or application, vision software configures camera parameters, makes the pass/fail decision, communicates with the factory floor, and supports HMI development.
Conclusion
Most manufacturers use automated machinery like sensors because they are well-suited for repetitive inspection tasks. Sensors are faster, more objective, and work continuously. They can inspect hundreds, or even thousands of parts per minute, providing more consistent and reliable inspection results.

Companies in a wide range of industries including heavy manufacturing, food and beverage, automotive, electronics, logistics, and transportation rely on vision sensors to perform simple pass/fail inspections that help ensure products and packaging are error-free and meet strict quality standards. By using vision sensors at key process points, defects can be caught earlier in the manufacturing process and equipment problems can be identified more quickly.
This article was written by Brian Benoit, Senior Product Marketing Manager at Cognex Corporation, Natick, MA. For more information on solving challenges using vision sensors, visit https://connect.cognex.com/vision-systems-vs-vision-sensors-lp?src=3550F57E-3944-E911-9137-00505693004D&cm_campid=3550F57E-3944-E911-9137-00505693004D" target="_blank" rel="noopener noreferrer">here.
More From SAE Media Group
Tech Briefs
Machine Vision Can Do More Than You Think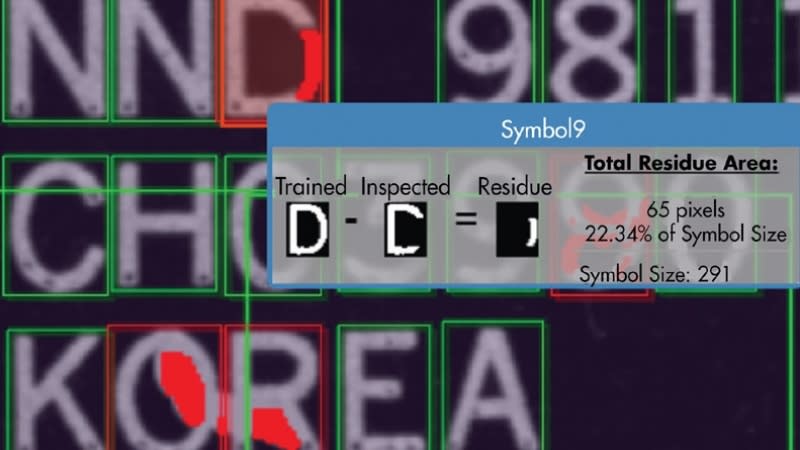

Tech Briefs
Visualizing Value at the Speed of Light


Mobility Engineering
Industry Invited to Participate in AeroTech Aerospace and Defense Technical Program



Tech Briefs
Automated X-Ray Inspection

Medical Design Briefs
New System Explores the Future of Automated Visual Inspection

Tech Briefs
Guiding the Way in Automotive Plants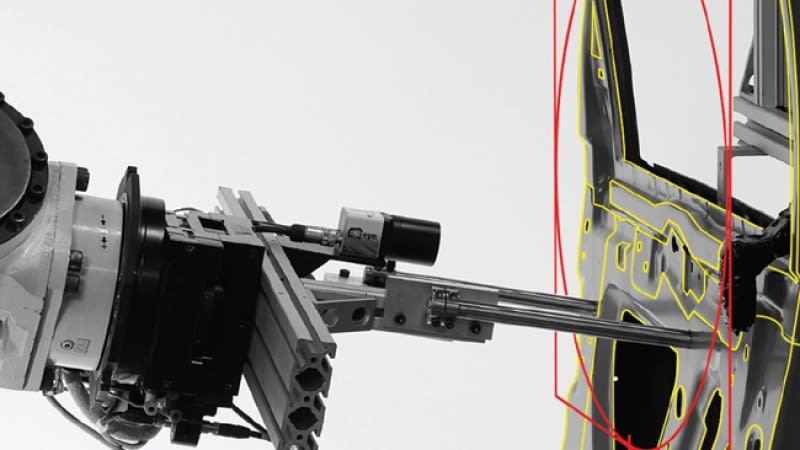


Mobility Engineering
AI Moves into Military Boards and Subsystems
Tech Briefs
Vision Sensing is Becoming More Accessible
Tech Briefs
Executive Roundtable: Sensing and IIoT
