
Powder-based 3D printing requires a level of monitoring.
You need to know how much powder is the machine, and you need to inspect if cracks or voids are forming in the part.
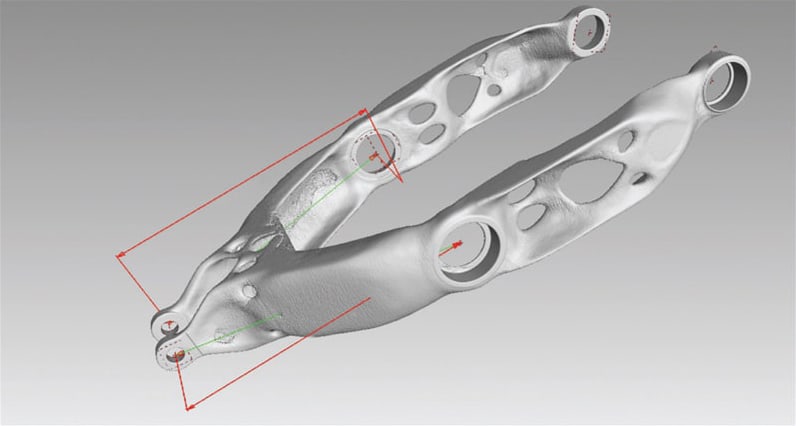
One way to discover defects early, without having to break open the part and look inside, is computed tomography, or CT scanning.
X-ray CT analysis offers a non-destructive quality check to spot deviations from CAD models, including fissures and powder residues.
But where should the CT scan fall in the 3D-printing process steps?
In a live presentation titled Testing and Inspecting 3D-Printed Parts, a reader had the following question for two additive manufacturing pros:
“You mention that CT scan is performed before removing of the support structure; finishing; or hot isostatic pressing. Wouldn’t it be more conservative for part internal quality to be scanned after all processing steps are confirmed?”
Read the speakers' edited responses below.
Chris Beck, Operations Manager/Co-Owner, Innovative 3D Manufacturing: I think it’s all geometry-dependent.
If, for example, we’re looking at a mold detail and we’re concerned about a valve body of a transmission and it’s conformal cooled and it might have tread powder in there, it’s probably really critical that we scan before we run it through a heat treatment cycle. Because if there is trapped powder, we may not be able to get it.
It really depends on what kind of part you’re looking at. You may have failures. You don’t want to put all the extra.time into the part – cleaning the part, machining the part – before you scan it. We’d like to scan that thing as fast as possible so we know that if we have failures or that something’s off size, we can go ahead and remake the part.
Jeffrey Diehm, Co-Founder, Avonix Imaging : It really depends on what you’re trying to see.
If you’re trying to see internal trapped powder, that’s one thing. If you’re trying to see dimensional integrity or the adherence to the dimensional requirements, then that’s something that typically is going to have be done after machining. At that point, it had better meet the dimensional tolerances, or it’s not going to be acceptable.
Your point is probably the one we run into the most. Customers will say “We want to see a part, whether it’s a casting or an additive-manufactured part, in the ‘as-cast’ or ‘as-manufactured’ condition, so we don’t invest anymore time in it.” If it’s already going to be bad, then why waste expensive machining time? It depends on the goal or the focus of the inspection, and that pretty much dictates the direction you’re going to take as to when you do it.
What do you think? Share your comments and questions below.