
Discussions of the efficient use of energy have become more frequent in many sectors of industry. Machine tools comprise numerous motors and auxiliary components whose energy consumption can vary strongly during machining. The main spindle drive, for example, and the coolant system work near their rated power during roughing with a high stock removal rate, while the power consumption during finishing is significantly lower. There is a very close interdependence between the individual components and subassemblies of a machine tool and aspects of productivity and quality. From a detailed examination of manufacturing processes to the power consumption of individual components, potential for savings can be evaluated and measures can be defined for the efficient use of energy.

Measures to support the operator during setup also increase energy efficiency, because they shorten nonproductive phases and reduce the influence of the base load. Scrap inevitably increases energy consumption per good part. Manufacturing with accuracy starting from the very first part can therefore become a decisive factor for the energy efficiency of a machine tool. Machine designs with balanced thermal behavior and precise position measuring technology have a distinct advantage here.
Energy Demand During Milling
The power requirements of a milling process are divided into the following consumer groups: cooling lubricant processing, compressed air generation, electrically powered auxiliary components of the milling machine, and CNC control package with main spindle and feed axis motors. The proportionally calculated energy for lighting, ventilation, and air conditioning is added to these groups. The energy demand of a milling process strongly depends on the size of the milling machine and the machining task.
As an example, an aluminum housing with dimensions of 150 × 50 × 25 mm is to be milled on a machining center with a work envelope of 850 × 700 × 500 mm. The mean total power consumption of all the above-mentioned consumer groups is 13 kW for roughing and 7.4 kW for finishing. The power balance during roughing and finishing provides more detailed information on the distribution of energy consumption among the individual consumer groups.

The mean compressed air power changes only slightly in the phases of production readiness, roughing, and finishing. It averages approximately 1.3 kW. Compressed air is required for minimum lubrication of the spindle, tool changing, and cleaning the workpiece. In small quantities, it is required as sealing air (spindle, tool measurement, linear encoders).
The electrical consumers of the machine include the CNC control with main spindle and feed axis motors, as well as numerous auxiliary components (pallet changer, cooling, hydraulics, automation). The power consumption of the auxiliary components varies in the production conditions of readiness, roughing, and finishing by only 600W. With a power consumption of 2.5 kW, the auxiliary components largely determine energy consumption in the production readiness condition. A requirement-oriented deactivation of auxiliary components therefore offers substantial potential energy savings.
The CNC control package with feed axis motors and main spindle require just 27% of the total power requirement. In both cases, the mean power consumption of the feed motors is 250W and is largely determined by the holding power of the vertical axis. Short peak values occur only in the accelerating and braking processes.
Energy Efficiency
Every acceleration process of a drive requires a braking process in return. The energy from the drives’ moving masses is largely reconverted to electrical energy. In a non-regenerative supply module, the kinetic energy released by the braking process is converted to heat by the braking resistors. A regenerative supply module returns this energy to the power grid. However, the path required for returning the energy and the necessary components for smoothing the grid power generate losses even when the drives have no power requirement. The power loss increases slightly even when power is not being regenerated. A regenerative supply module operates more efficiently than a non-regenerative module when the regenerated energy more than compensates the higher power loss. The decision for a regenerative or a non-regenerative supply module therefore also depends on the expected type of machine operations.
The number of tool changes is important for energy consumption. A milling operation with 15 kW is interrupted cyclically by a tool change. Starting the spindle requires a peak power of approximately 60 kW. While the regenerative supply module briefly returns 48 kW to grid power, with the non-regenerative supply module, the kinetic energy is converted to heat.
Due to the high power requirement of metal cutting, the mean input power sinks the more frequently the milling process is interrupted by tool changes. The regenerative supply module works more efficiently as soon as the time interval between two tool changes is less than 100 s (equals 0.6 tool changes per minute). In processes with many tool changes per minute, a regenerative supply module often proves to be the better choice. During contour milling with infrequent tool changes, the advantages are on the side of the non-regenerative system.
Deactivation of Auxiliary Components
A comparison of the power consumption of two machining centers (MC) and a production line with three machining stations illustrates the potential. Because the consumption of several consumer groups in the ready condition is only slightly reduced, the nonproductive phases must be kept as brief as possible. With machining centers for smaller production batches, energy consumption can be significantly reduced by the selective deactivation of auxiliary components. Beyond this, potential savings result from the use of energy-efficient pumps in the coolant/lubricant circuit.
However, consistent switch-off of auxiliary components or the compressed-air supply can also have the opposite effect. If the sudden removal of waste heat from auxiliary components or of the temperature-stabilizing effect of media causes thermal displacement in the machine frame, it can result in scrap parts, which impair the energy balance of a production process. The selective switch-off of auxiliary components therefore functions best on machines with little inclination to thermal displacement. In any case, careful planning of the energy saving effects is a prerequisite.
Because of the relatively high base energy load of machine tools, non-cutting times have a decisive effect on the energy efficiency of a cutting process. To reduce the energy requirement per part, non-cutting periods such as tool and setup times should be kept as small as possible. In principle, whatever increases the machine’s productivity is efficient.
Predefined touch probe cycles and a delay-free coupling between the touch probe and control considerably reduce non-cutting time, and at the same time, increase machining accuracy. Touch probes can reduce non-cutting time, improve production quality, prevent scrap, and increase productivity (Figure 2). This reduces the energy requirement per manufactured part.
Minimizing Scrap
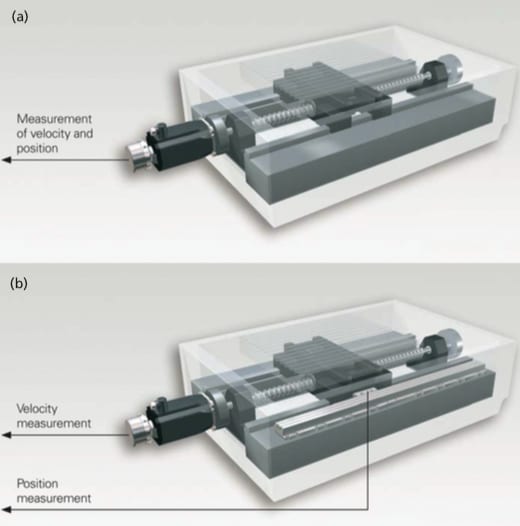
Bad parts reduce the productivity of a manufacturing process and therefore greatly contribute to energy costs per manufactured part. A primary cause of the generation of bad parts is the thermal drift of feed axes running on recirculating ball screws. The temperature distribution along ball screws can be changed very rapidly by feed rates and moving forces. On machine tools in a semi-closed loop (without linear encoders, Figure 3a), the resulting changes in length (typically 100 μm/m within 20 min.) can cause significant flaws in the workpiece.
If a linear encoder is used for measurement of the slide position (Figure 3b), an increase in the ball screw’s temperature has no influence on accuracy. This is referred to as operation in a closed loop because the mechanical errors of the drive are measured in the position control loop and are therefore compensated.
Analyses of metal-cutting processes show that the power consumption of a CNC control with feed-axis and spindle motors frequently comprise only 25 to 30% of the total required power. On the other hand, the auxiliary components in the machine or its environment play a dominant role in the energy balance.
There are numerous possibilities for a more efficient use of energy. Significant savings can be realized through the proper selection of components for a machine tool alone. The selection of the position encoder can have a decisive effect on the efficiency of spindle motors and direct drives. Encoders with insufficient resolution and accuracy generate high current values in the position control loop. Position encoders with high line counts are essential for the high efficiency of servo-controlled drives. It has been proven that linear encoders increase accuracy and contribute to higher precision and reproducibility of machining results. This makes it possible to reduce waste in production and, as an immediate result, the energy requirement per good part. Even in the production process itself, potential energy savings can be found. With the relatively high base load of machine tools, a reduction of nonproductive phases is a high priority.
This article was contributed by, and excerpted from, HEIDENHAIN, Schaumburg, IL. For more information, visit www.heidenhain.us . The full article can be found at http://heidenhain.us/Efficiency.php .