
MPC , a Walworth, Wisconsin-based manufacturer of plastic parts for the automotive industry, builds many types of components. One such product is the oil filler cap for the car’s engine. The cap is made of injection-molded plastic, with a rubber O-ring seal around it, and a pad-printed logo and instructions at the top (Figure 1). To ensure design consistency, the caps must go through an inspection process. The goals for the component inspection include:
- Determine the presence/absence of the O-ring seal around the part.
- Do a quality check of the pad printing on the top of the cap.
Pad Printing

Pad printing is an inexpensive way of printing a high-contrast mark onto a plastic surface. The process works well for the oil filler caps because of its high quality, durability, and low cost. There are some typical types of flaws, however, that are associated with the pad printing process. The procedure can produce defects like excess print or missing print.
Pad printing can also produce changes like an increase or decrease in the inter-character gap between the lettering. These changes are not noticeable to the end user, who can see only one oil filler cap at a time; they are, therefore, not considered defects. In order to automate the inspection process, it is important to find a vision technology that tolerates the acceptable changes, yet retains a high level of sensitivity to all the defect types.
PPT Vision (Minneapolis, MN) was able to provide a solution to this problem through the creative use of its Impact Software toolkit. The O-ring presence/ absence check was easily accomplished with standard contrast, pixel-counting tools, and a backlight image. The pad printing quality inspection, however, was much more challenging.
Putting Vision Tools to Work
The filler cap quality assessment required a blob tool to identify each individual symbol and character on the part. Image subtraction techniques were used with a “golden image.”
The vision system learns the “golden part” and compares all images after that to the tools that have been trained on that particular component. When production parts are inspected, the image is taken and subtracted from the “golden part” image. Any differences left in the result image are the differences between the part under inspection and the “golden image.” This is a classic technique for defect detection.
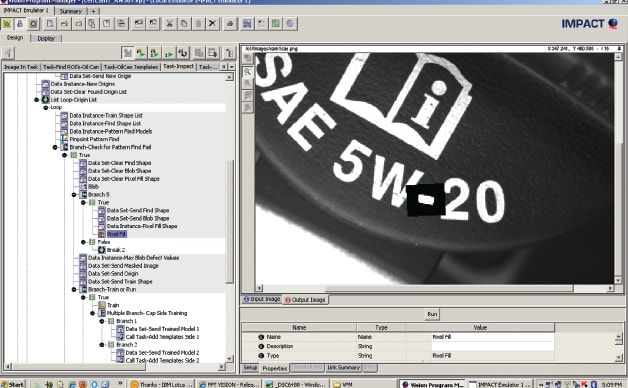
Each important cap characteristic in the MPC list was individually analyzed using PPT’s Greyscale Template, a defect detection technology that combines the image subtraction techniques and the result image’s blob analysis in a single tool. To ignore the effects of surrounding characters, the customer also used PPT’s pixel fill tool to modify adjacent symbols or characters before they were fed into the Greyscale Template tool.
With the “-” symbol shown in Figure 2, for example, the parts of the adjacent characters that should be showing up on the region of interest are blacked out. The main character or symbols are not actually modified.
MPC also made extensive use of PPT’s logical tools for creating and manipulating lists of data, like the blob position of each symbol/character and lists of the “golden part” patterns for the Greyscale Template tool.
The combination of locating each character independently, filling in the boundary pixels to eliminate the effects of adjacent characters, and using the Greyscale Template tool to generate the final quality check of each character allowed for a system that is highly sensitive to defects in individual symbols or characters, and immune to changes in the inter-character gap. In addition, the ability to create multiple tasks within the program enabled the end user to create a “Teach Mode” that allows new parts to be set up on the machine with a single click.

During the “Teach Mode” procedure, the quality department selects a "good" part. The part is then presented to the inspection system, and the operator can press the "Teach" button, which creates a new part number. All the existing trained part numbers are retained.
“PPT Vision’s toolset allowed me to automate the teach process, and eliminate at least a half-hour of setup time per part,” said Brian Champion, engineering technician at MPC. “Given that we change products so often, this saves me a lot of time.”
MPC had a machine built around this inspection (Figure 3). The device feeds the part, does the quality checks mentioned, and sorts the components into acceptable and rejected parts. The required throughput is 2400 parts per hour. In order to achieve this rate, MPC designed a machine with two feeder bowls and a pair of “walking beam” conveyors.
Since the machine requires two lanes, with four cameras per lane to achieve the throughput required, two M40 processors are used, with a total of 8 of PPT’s M100, VGA resolution cameras. The left and right sides of the machines are mirrors of one another, so the same vision inspection program is running on both M40 processors. Cameras 1 and 2 are dedicated to the O-ring presence/absence application, and cameras 3 and 4 are dedicated to the quality check of the pad printing.
This article was written by Steve Maves, applications engineering manager, PPT Vision (Minneapolis, MN). For more information, Click Here .