
Part of the TDK group of companies, Headway Technologies (Milpitas, CA) is a semiconductor manufacturer of memory and drive head technologies, and designs and manufactures recording heads for high-performance hard disk drives.
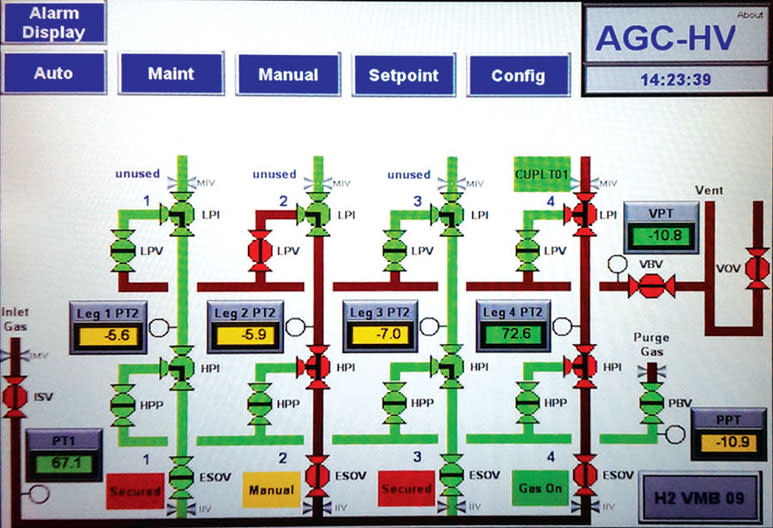
In Headway's manufacturing processes, industrial gases are used extensively due to the cleanliness demands of their high-density semiconductor products. A valve-manifold box (VMB) distributes gas from a single supply point to up to eight production tools (Figure 1). As the gas is distributed through multiple legs, with one leg per process tool, the gas pressure is monitored constantly at multiple points. Many of these gases are highly toxic, corrosive, and/or flammable. The VMB not only monitors gas delivery, but also provides multiple purge and maintenance functions when the gas manifolds, gas delivery legs, or components need to be maintained or replaced.
The Purging Process
When gas delivery is active, which is most of the time, an automatic gas control (AGC) system is monitoring from two to five gas pressure transducers and multiple gas flow switches to ensure that sufficient pressure and flow are maintained. Pressure decreases indicate a possible leak or a depleted source, and pressure increases indicate a blockage from a failed valve or closed manual valve. Pressure is monitored constantly, and the response to a pressure out of limits must be addressed immediately.
When gas delivery is not active, a purge routine can be executed to facilitate replacement of transducers, regulators, valves, etc. As many of these gases are toxic, flammable, or both, a very detailed purge routine is required to first ensure all process gas is removed from the lines. A purge process can take hours to ensure all gasses have been evacuated.
Once the maintenance work is complete, a similar purge process is required to ensure the gas lines are free of contaminants. Then, the process gas is carefully reintroduced into the gas lines, and all transducers are checked to make sure they are within proper operating limits.
These detailed purge routines and procedures create the greatest demand for an AGC system. Gas delivery alone could be accomplished in a manual or semi-automatic fashion; however, to provide the greatest safety for the equipment and personnel involved in the maintenance of the equipment, the AGC and VMB with advanced controller and automatic functions is the route most manufacturers prefer.
A Reliable Gas Supply
Headway Technologies has seven VMBs located in cleanroom cores near production equipment. Gas leg-specific and general alarm conditions are continually monitored, including leg emergency gas off, jacket leaks, leg high pressure, excess flow, high temperatures, seismic activity detector status, and smoke and fire detector status. Also monitored are low, high, and high/high delivery pressures along with many other critical parameters. These seven VMBs are critical to the safe and reliable delivery of numerous process gases to the production tools. Disruptions in gas delivery can lead to lost production time and scrapped lots, so continued operation of these units is critical.
Due to a series of large power spikes, many of the current AutomationDirect DL205 WinPLC CPUs in the plant were damaged, although the I/O for these PLCs remained intact. Headway decided to upgrade the automation controllers. KCC Software, a system integrator in Huntsville, AL, was selected due to its familiarity with the original AGC and VMB systems. KCC also has extensive experience with the PLCs, with dozens of systems developed and deployed.
The Gas Delivery System
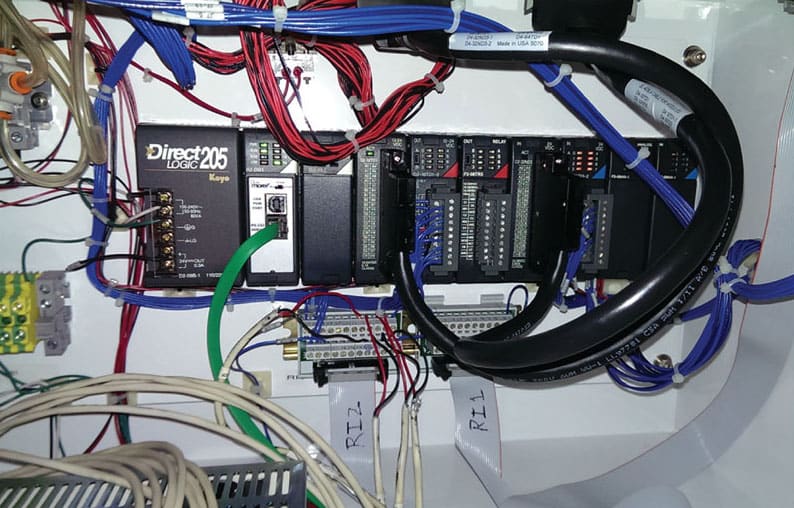
After reviewing the situation at Headway, KCC recommended the existing automation system be retrofitted with a new AutomationDirect Do-more H2 Series Programmable Logic Controller CPU. Selecting this newer PLC CPU provided Headway with a system offering more than 10 years of service and support. Costs were minimized because the new CPU worked with the existing I/O (Figure 2).
The mechanical components of the VMBs were still in good condition, so there was no need to replace them. But in addition to the PLC CPU, the existing 12-year-old human/machine interface (HMI) had to be replaced as well because it did not have a driver for communications with the new CPU. Replacing the existing HMI would simplify integration with the CPU, and would allow for addition of new features, along with extending service and support. Because the new PLC works with the existing AutomationDirect DirectLOGIC DL205 hardware, no I/O modules in any slots of the CPU base had to be changed, and all wiring remained intact. This backward compatibility between the new CPU and the existing I/O greatly simplified the upgrade, reduced costs, and expedited the entire project.
In addition to the PLC and the HMI, the AGC automation system includes existing 32-point and 16-point discrete output modules, and an 8-point relay module. It also includes a 16-point discrete input module, a 32-point discrete input module, and two 8-channel analog input modules. All I/O modules are mounted in a 9-slot base with the CPU. The system has five modes of user interaction: configuration mode, setpoint mode, manual mode, maintenance mode, and auto mode.
Due to safety concerns, a high level of password protection and security is provided for all five modes of user interaction. Entry into any mode of operation requires a password. The AGC operates on three password-protected access levels: operator, maintenance, and engineering. Operator access allows auto mode functions only. Maintenance access allows all modes except for configuration. Engineering access allows all modes of operation.
Because of the wide variety of specialty gases the AGC can distribute, a configuration mode allows the user to configure the system by selecting from various options available, and by defining the operating ranges of the transducers. Users can select pressure and gas detector transducer ranges.
The setpoint mode allows the user to specify operating parameters based on the gas being distributed by the VMB. Although each VMB is built the same, the amount of time each valve remains open during purge and vent cycles, and the number of cycles demanded, typically are determined by the gas in use. Considering the differences between ammonia and argon, for example, a purge control page allows the user to define the nature of the purge and the vent controls used. Only a trained user with password access may use the manual mode to open and close valves.
Maintenance mode provides the functions and management tools required to maintain the VMB cabinet, including a variety of purge and evacuation functions. Auto mode is the primary operating mode of the VMB. Once this mode is initiated, the gas on/off button starts gas delivery to the tools, or stops delivery to tools when the tool interface is not in use.
Results
KCC developed the new PLC and HMI software applications, and installed the new hardware and software at Headway Technologies’ facility in March of 2016. The new application was tested and verified in less than three days, with Headway's equipment and maintenance staff assisting in the verification of the new system.
With the installation completed for the first three AGC systems, Headway is extremely pleased with the results. In addition to duplicating the very detailed and critical purge functions, KCC made the new HMI screens more attractive and easier to read, and added many new capabilities to provide improved management of the VMB processes.
Headway has scheduled the purchase of the necessary hardware to run the same applications on four more VMBs, and KCC will assist with these upgrades as required. Headway has also asked KCC to quote similar upgrades to non-VMB systems running at their facility. Headway is already discussing an IT upgrade to their facility to make good use of the AutomationDirect C-more HMI's capability to send emails at critical points in the process. This would allow the maintenance staff to respond in a timely manner while still being able to perform other work during lengthy purge processes.
For more information on the AutomationDirect products used in this application, visit here .