
Designers of medical equipment using lasers must be careful in their selection of optical components in order to ensure safe and reliable operation. The high power density and narrow wavelength range of lasers create problems not found in other medical optics such as microscopes and cameras. Proper selection of materials, manufacturing specifications, and coatings becomes essential to avoid such problems.

The medical laser system designer does well to design for optics with high damage thresholds from the beginning of the optical design process, starting with material selection. One typical high-power substrate for lenses and windows is calcium-fluoride (CaF2), which provides high transmission from the UV through the IR. Because of the material’s low index of refraction, it can often be used without the need for additional coatings. Magnesium fluoride (MgF2) has a similarly wide transmission region, but is transparent deeper into the UV and is also harder (and thus more durable) than CaF2. Both are used in mid-wave IR thermal imaging applications and in DUV lithography with excimer lasers. Materials commonly used for CO2 laser applications (at 10.6μm) include germanium and zinc selenide. Both of these materials, however, have high indices of refraction and thus typically require anti-reflection (AR) coatings to maximize transmission of the laser energy.
The next factor to consider is specification of manufacturing parameters. One key parameter is surface quality because small imperfections scatter light, which can lead to potentially dangerous effects. The optics for eye surgery, for instance, must precisely administer the appropriate amount of energy without damaging the patient’s eye. Scattered laser energy due to a lens’ poor surface quality both decreases the equipment’s reliability in energy delivery and could injure the patient by directing energy in unintended directions.
Optical surfaces can never be perfect, however. Polishing an optical surface inevitably creates small defects such as scratches (marks or tears along the surface) and digs (pits or divots). Thus, it is important for designers to determine a scratch-dig specification that their system can tolerate.
The scratch-dig specification defines a standard surface quality as an amount of acceptable variation on the optic surface. The specification combines two numbers: a scratch number followed by a dig number, such as 20-10. Lower numbers indicate higher surface quality. These numbers come from a visual comparison to a set of standard surfaces in accordance with MIL-PRF-13830B, a U.S. military specification for inspecting optical components.
It is important to note that these numbers do not directly correspond to the number of defects on the surface. The scratch specification includes both the number and the total length of allowable scratches, although as a common reference the scratch number relates to the “apparent” width of an acceptable scratch. Dig numbers, however, do relate to a specific value. For example, a dig number of 10 relates to a 0.10 mm, or 100-μm, diameter pit.
The second key manufacturing factor for laser optics, especially the filters and windows that comprise most of a laser systemís optical elements, is parallelism. This specification indicates how parallel the first surface is to the second and is typically given as an angular measurement such as arcsec or arcmin. In most cases with laser systems, however, the surfaces of a flat optical element will not be parallel but will form a deliberate wedge. This wedge shape helps prevent the formation of interference patterns due to partial reflections off of each surface. The parallelism specification in these cases measures how well-controlled the angle between the surfaces is maintained.
Coatings
Optical components often need coatings to make them reflecting, transmitting, polarizing, or beamsplitting. Specifying the right coating can greatly improve the behavior of a system. A well designed anti-reflection (AR) coating, for instance, can increase the delivered power of a laser system by cutting reflections to less than 0.25% per surface at the laser’s wavelength (uncoated optics typically reflect up to 4% per surface).
Filter coatings are especially important as they are essential to eliminating unwanted wavelengths in the optical path and separating different wavelengths into different optical paths. These are vital attributes in many different medical applications ranging from aesthetic laser treatments to microscopy. In fluorescence microscopy, for example, the excitation channel contains a filter to eliminate all wavelengths other than that of the excitation source while the emission channel contains a filter that transmits only the emission range of the fluorescent dye. A beamsplitter between the two channels selectively transmits or reflects each channel (Figure 1) so that the viewer is protected from the laser energy.
Filter coatings are specified by describing their wavelength-dependent transmission properties and blocking properties. These filter-coating-transmission curves should be combined with material transmission curves to fully evaluate the optic.
Avoid Optics Damage
For all types of coatings, laser system designers must consider the source’s power level and specify coating damage thresholds. Ignoring this specification greatly enhances the risk that the laser will damage the optics and possibly the entire system. Unless specified, however, most vendors provide coated optics without doing any damage testing.
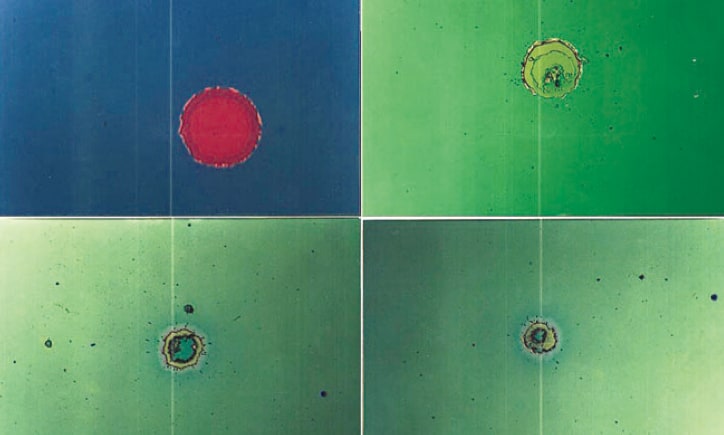
The optical coating is generally the source of failure in a high-power laser system. Most fail because of the presence of absorption sites within the coating, at the coating’s interface with the substrate, or at the interface with the air. Such sites absorb the laser energy, heat up, and either melt or fracture the optic, usually causing catastrophic system failure (Figure 2).
There are also noncatastrophic failures, such as plasma burn. These are typically the result of unoxidized 1- to 5μm metallic nodules - small defect areas inherent to the coating material. Some manufacturers intentionally subject their coated elements to powers sufficient to trigger plasma burns to remove the defect nodules.
For high-power applications, coating designers choose materials with intrinsically low absorption at the relevant wavelengths. But the customer needs to be aware that the choice of coatings for high power is limited. Further, coatings for use with high-power ultraviolet (UV) lasers are made of different materials than those for use in the visible and near-infrared (IR). Materials for use in mid- and far-IR coatings are a third group.
The core structure of high-reflection coatings is typically a repeating stack of high- and low-index layers, each a quarter-wavelength thick. Silicon dioxide (SiO2) is the generally accepted and ubiquitous choice for low-index layers. Choosing a material for high-index layers is not as straightforward, although dielectric metal oxides in general are preferred materials for UV, visible, and near-IR laser applications. Oxides of titanium, tantalum, zirconium, hafnium, scandium, and niobium are all popular high-index materials.
The design and fabrication of the coating can significantly alter the damage threshold. Simply adding a half-wave of low-index material (normally silicon dioxide) as the final layer, for instance, can result in measurably higher damage thresholds. The use of sputtering to apply dense coating layers rather than using ion-assisted evaporation has an even greater impact — up to a ten-fold improvement — by eliminating the inherent porous micro-structure present in evaporated filters. Sputtering also makes the outer surface less susceptible to damage from handling and cleaning.
With proper selection, then, medical laser system designers can obtain optical elements that maximize performance, safety, and reliability. The key is keeping in mind the high power density of lasers and their impact on the optical elements as well as the possibilities of scattering and interference that can affect delivery of power to the target.
This article was written by Greg Fales. Product Line Manager, and Kristin Vogt, Product Line Engineer, Edmund Optics (Barrington, NJ). For more information, contact Mr. Fales at