There are many ways to coat an optic and optimize the coating for a specific application, some more interesting than others. But any thin film coating process requires raw materials, coating capabilities, deposition chamber(s), coating software, a spectrophotometer, and an efficient production system that can produce the desired coating or effect while keeping within the customer’s requisite specifications. This article will focus on the challenge of customizing a non-polarizing cube beamsplitter for a 3D visual application and detail the steps taken to make this challenge a reality.
The Intrigue
Assorted beamsplitter cubes (Photo courtesy of Precision Glass & Optics). It was an interesting and intriguing challenge when a customer recently inquired about fabrication of a broadband, non-polarizing cube beamsplitter for a 3D visual app. The client wanted a beamsplitter with a 50% reflection (R) and 50% transmission (T) that would be optimized to operate at wavelengths between 425 nm and 675 nm at 48 degrees, plus or minus 6 degrees. They also wanted both S & P within 10 percent over 48 degrees, plus or minus 6 degrees angle of incidence (AOI).
This is a complex request for several reasons. To start with, a broadband, nonpolarizing beamsplitter (NPBS) is difficult to make. Most non-polarizing beamsplitters are only made at 45 degrees. It’s complicated when trying to achieve the 48 degrees because the change in S & P shift starts to increase rapidly after 45 degrees. Furthermore, most non-polarizing beamsplitters are made for a single wavelength. For example, a 632.8 nm beamsplitter might be used for specific applications, such as holographic and 3D tasks.
Figure 1. First design – Ta₂O₅/SiO₂. To successfully manufacture a broadband NPBS, you need to have extremely precise material calibration as well as good process repeatability. This is done by doing periodic calibration runs on all of the materials to verify that all the refractive indexes, ratios, and tool factors are accurate. Making a 50/50 R/T non-polarizing beamsplitter is also tricky because there is a small amount of metal in the coating that can cause absorption. In this case, the customer’s expectation of a 50/50 split was not something that could be promised. So it was important to explain to the customer that the NPBS would be 48/48. Since that ratio was acceptable to the customer, the project could proceed.
Another issue, which is important for color control, is getting the polarization flat across the wavelength range of 425 nm – 675 nm. If the polarization is not uniform, the color uniformity will be compromised. Additionally, since the customer wanted the AOI to be 48 degrees, plus or minus 6 degrees, the 12 degree change in the angle of incidence created some obstacles. All these factors affect the angle of incidence. Successfully achieving all these benchmarks in order to meet customer specifications – i.e. the 50/50, the polarization flat across the wavelength range, and the change in the AOI – made this project particularly challenging.
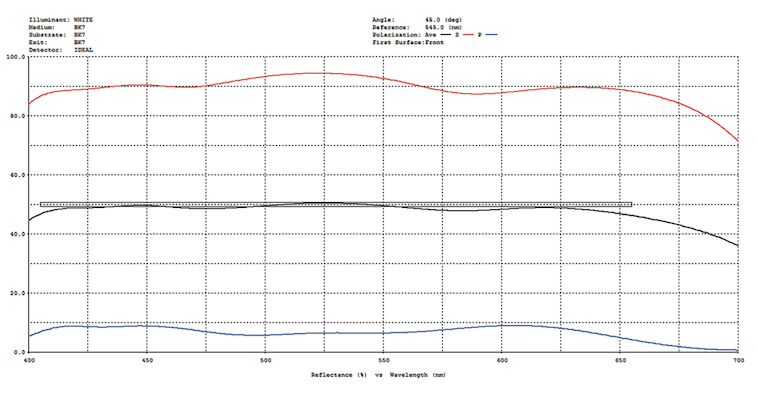
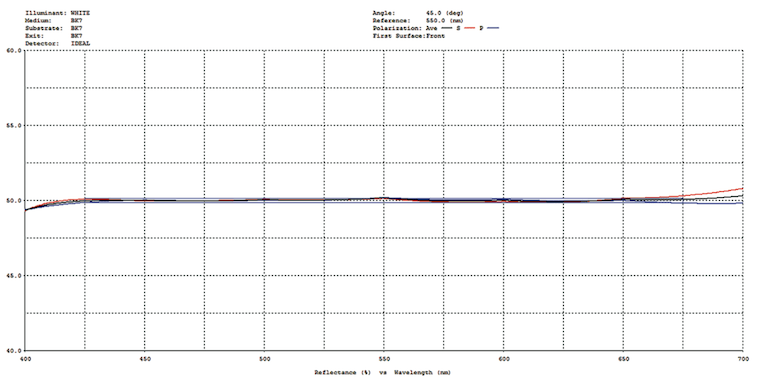
Figure 2. Second design – TiO₂/SiO₂. Using the TFCalc™ coatings software program, which provides for the design and manufacture of precision optical thin film coatings, different material combinations were selected to design this non-polarizing beamsplitter. The following section details the steps that were taken to reach a satisfactory and very successful thin film optical coating for the customer.
The Challenge – Step by Step
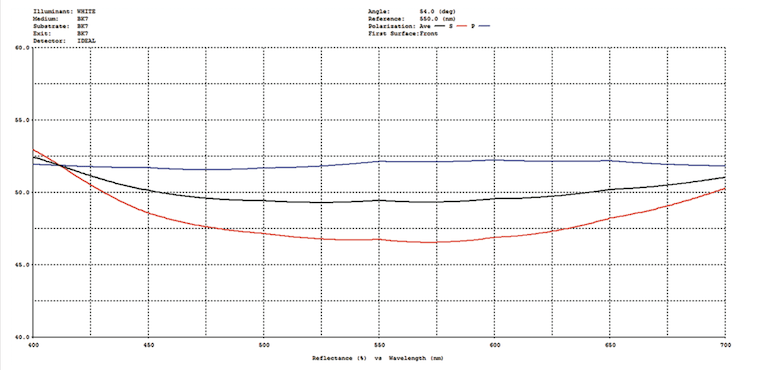
Figure 3. Second design – TiO₂/SiO₂ at 54 degrees. When this project began, the first spec was a 50/50 cube beamsplitter design using tantalum oxide (Ta2O5) silicon dioxide (SiO2) (Figure 1 - Ta2O5/SiO2). These materials were selected to achieve the 50/50 beamsplitter reflection/transmission ratio. When the customer decided that they needed the prism to be non-polarizing, other design options needed to be considered. To accommodate the non-polarizing specification, one material was changed to titanium dioxide (TiO2) paired with the SiO2 and a small amount of metal. In the next graph (Figure 2 - TiO2/SiO2), it is clear that at 45 degrees, the polarization looks good.
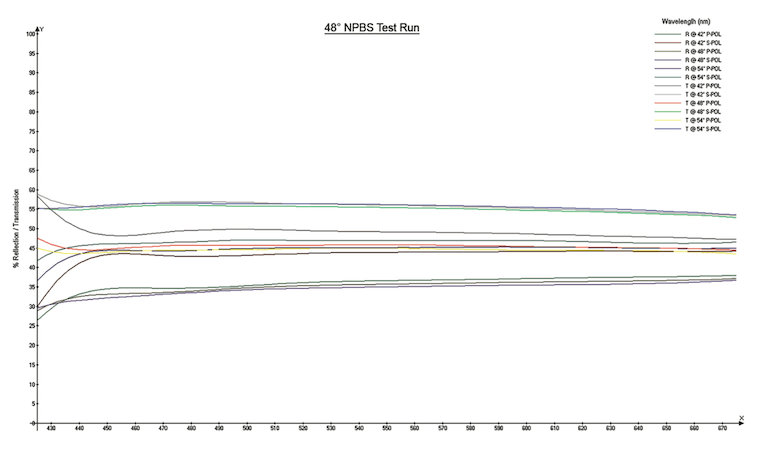
Figure 4. First test run at 48 degrees NPBS. Then the customer’s specifications changed again. The angle of incidence was to be 48 degrees, plus or minus 6 degrees. The current design looked good at 45 degrees, but when you view the design graph at 54 degrees, it does not look satisfactory (Figure 3 - TiO2/SiO2 @ 54 degrees). At this point, we had to return to the design process and add a medium-index material that greatly improved the design over the entire angle of incidence range. With a revised design in place, the sample was now ready for a first test run (Figure 4 – 48 degrees NPBS Test Run).
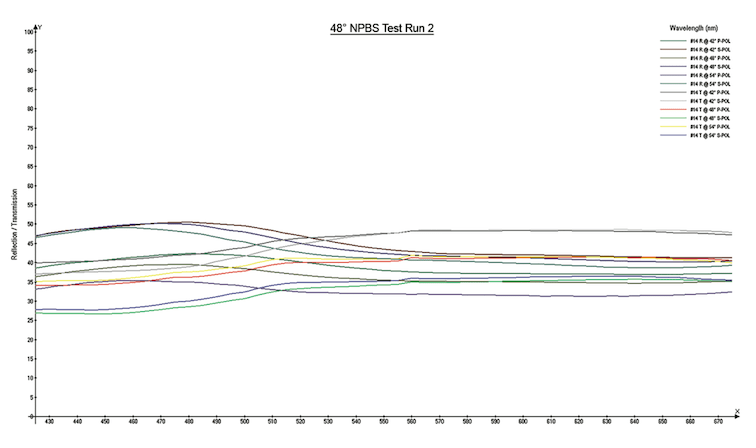
Figure 5. Second test run at 48 degrees NPBS. The first test run was largely successful – the design was good, and there was a nice flat broadband beamsplitter. The polarization was also good, but it appeared that there was still room for improvement. The next step was to go back and calibrate all materials and verify all of the material indexes. A few more adjustments were made in the design and we were ready for a second test run (Figure 5 – 48 degrees Test Run 2). It is clear the results from the second test are much improved, however, there was a little absorption in the coating. This new obstacle now needed to be addressed. When coating dielectric materials, it’s essential to have enough oxygen during the coating process. Absorption is a result of a lack of oxygen in the deposition chamber during evaporation and can affect the metal. After optimizing the pressure in the coating chamber during coating, readjusting the metal layer, and re-optimizing the design, the optical coating was run again. The final results (Figure 6 – 48 degrees NPBS Final) were exactly what the customer was looking for.
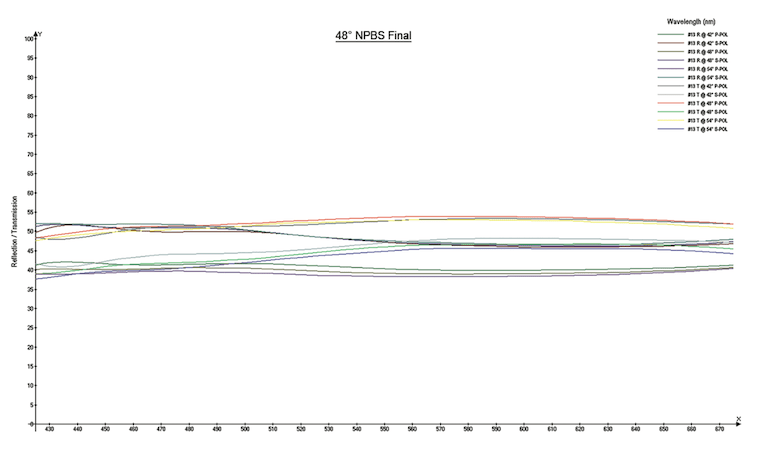
Figure 6. Final results at 48 degrees NPBS. Once the beamsplitter coat was complete and in spec, the final step was to coat the four outside surfaces with PG&O’s standard BBAR which has a spec of R<0.5% from 425-675nm @ 0° AOI. The prisms then went to final assembly where they were bonded together using Norland NOA 61 optical adhesive. Using a Nikon Autocollimator, we aligned the cube so that the transmitted and reflected beams were accurate to less than six minutes of arc.
This article was written by Dan Bukaty, Jr., President, Precision Glass & Optics (PG&O®), Santa Ana, CA. For more information, contact Mr. Bukaty at This email address is being protected from spambots. You need JavaScript enabled to view it. or visit http://info.hotims.com/55587-200 .