
Thermally sprayed dielectric ceramic coatings are the primary means of attaching strain and temperature gauges to hot-section rotating parts of turbine engines. As hot-section temperatures increase, lifetimes of installed gauges decrease, and seldom exceed one hour above 2,000 °F ( ≈1,100 °C). Advanced engine components are expected to operate at temperatures approaching 2,200 °F ( ≈1,200 °C), and the required high-temperature lifetime is 10 hours minimum.
Typically, to enable a ceramic coating to adhere to the smooth surface of an engine component, a thermally sprayed NiCrAlY or NiCoCrAlY bond coat is applied to the smooth surface, thereby providing a textured surface to which the ceramic coat can adhere. The main failure mechanism of this system is decohesion and/or delamination at the interface between the ceramic top coat and the bond coat, caused by oxidation of the bond coat and stresses from the mismatch between the coefficients of thermal expansion of the ceramic top coat and the metallic bond coat.
The approach taken to increase the high-temperature lifetime of a gauge attached to an engine component by the method described above involves (1) selective oxidation of the bond coat by means of a heat treatment in reduced oxygen partial pressure followed by (2) the application of a noble-metal diffusion barrier. In experiments to test this approach, heat treatments of NiCoCrAlY bond coats were carried out in a tube furnace in which, in each case, the temperature was alternately (1) increased at a rate of 3 °C per minute and (2) held steady for one hour until the desired temperature was reached. The tube furnace was continuously purged with dry nitrogen gas. A final heat-treatment temperature range of 1,600 to 1,800 °F (871 to 982 °C) proved most beneficial.
Test coupons were made to enable evaluation of the cycle lives of various bond coats, including some made from the commercially available coating materials Praxair 171 (an NiCoCrAlY formulation) and Praxair 343 (an NiCrAlY formulation). Each test coupon included a base-metal coupon of Inconel™ 718 nickel alloy. One of the bond-coating materials to be tested was thermally sprayed on the metal, the coupon was subjected to the aforementioned heat treatment at reduced oxygen partial pressure, then a ceramic dielectric topcoat was thermally sprayed onto the bond coat. To provide a basis of comparison for evaluation of the relative merits of the various surface treatments and heat treatments, some of the NiCoCrAlY and NiCrAlY bond coats were incorporated into the coupons in the as-sprayed condition: that is, the affected coupons were not subjected to the heat treatment at reduced oxygen partial pressure.
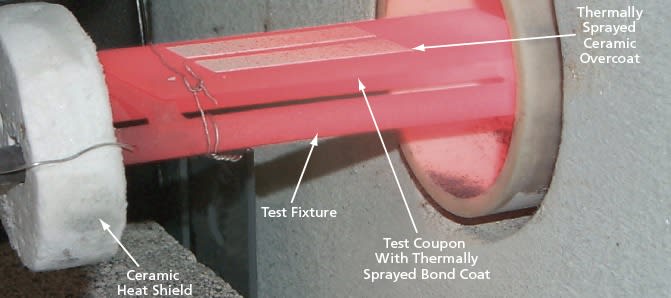
Each coupon was mounted on an Inconel™ 718 nickel-alloy fixture and placed in the tube furnace, wherein it was heated to 1,150 °C and held at this temperature for one hour. The test fixture was then retracted from the furnace (see Figure 1) and allowed to cool to 150 °C. The cooling process took approximately 5 to 6 minutes. Upon reaching 150 °C, the test fixture with the coupon was placed back in the furnace and reheated to 1,150 °C. The entire heating-and-cooling sequence was considered one cycle, and the lifetimes of the coupons were assessed on the basis of the numbers of cycles to failure.
The heat treatment of the NiCoCrAlY bond coats at reduced oxygen partial pressure yielded a significant increase in lifetimes: Coupons heat-treated to 1,750 °F (954 °C) at reduced oxygen partial pressure exhibited more than double the cycle lives of those containing as-sprayed NiCoCrAlY. This considerable increase in life can be attributed to the fact that selective oxidation of the aluminum and chromium in the bond coat yielded a graded interface. The heat treatment of the NiCrAlY bond coats yielded little or no increase in lifetimes.
The failure mechanisms of the coupons containing NiCoCrAlY bond coats differed from those of the coupons containing the NiCrAlY bond coats: The NiCoCrAlY-bond-coated specimens failed by decohesion and/or delamination at the interfaces between the top and bond coats. The NiCrAlY-bond coated specimens underwent cohesive failure within the bond coats. Evidence of failure by these mechanisms can be seen in the left and the middle part, respectively, of Figure 2.

In an effort to reduce the extent of internal oxidation in the bond coats, platinum and rhodium coats were employed as diffusion barriers. Initially, as-sprayed NiCoCrAlY-bond-coated coupons were coated with platinum to a thickness of 2 μm by physical vapor deposition (PVD). An example of a platinum diffusion barrier can be seen in the right part of Figure 2. The platinum- coated Inconel coupons were heat-treated to 1,800 °F (982 °C), then magnesium aluminate spinel top coats were thermally sprayed over the platinum coats. Rhodium diffusion barriers were applied to the surfaces of NiCoCrAlY-bond-coated coupons by pen electroplating. (Pen electroplating was investigated as a means of forming diffusion barriers because it is easy to perform and does not entail costly capital investment.)
The rhodium diffusion barriers yielded only a marginal increase in the lives of NiCoCrAlY-bond-coated coupons. However, platinum diffusion barriers applied by PVD in conjunction with reduced-oxygen-partial-pressure heat treatment yielded substantial increases in lifetimes. The platinum films were thick enough to constitute oxygen-diffusions barriers that slowed the growth of internal oxides by promoting the formation of alumina-rich scale at the interfaces between the top and bond coats. The best results achieved to date were realized by use of sputtered platinum diffusion barriers in conjunction with heat treatments to 1,800 °F (982 °C) at reduced oxygen partial pressures. This combination yielded a four-fold increase in the fatigue lives of NiCoCrAlY-bond-coated coupons.
This work was done by Otto J. Gregory and Markus A. Downey of the University of Rhode Island, and Steve Wnuk and Vince Wnuk of HPI Inc. for Glenn Research Center.
Inquiries concerning rights for the commercial use of this invention should be addressed to
NASA Glenn Research Center
Innovative Partnerships Office
Attn: Steve Fedor
Mail Stop 4–8
21000 Brookpark Road
Cleveland
Ohio 44135.
Refer to LEW-17530-1.