
Helium reclamation system
VACCO Industries
South El Monte, CA
626-443-7121
www.VACCO.com
Recyling and purifying high-flow helium allows uninterrupted testing of high-volume, high-pressure-drop Space Launch System (SLS) main engine purge regulators and relief valves. Large-scale helium reclamation is a process that purifies used atmospheric-pressure helium to mil-spec levels, and compresses it to high pressures for reuse in component testing. The key is cryogenic purification with a molecular sieve to remove water, volatile organic compounds, oxygen, nitrogen, and other impurities to achieve 99.995% pure helium.
The reclamation plant captures helium exhausted from the test stand at atmospheric pressure in a 6,000-cubic-foot bag housed above the purification plant. Process compressors then push the helium through the four-stage purification process. The first stage is a 60-micron filter to remove solid particulates. The second stage is a cryogenic liquid nitrogen heat exchanger to remove water and volatile organic compounds. The third stage is a cryogenic molecular sieve to remove non-helium atoms and molecules. The helium is then compressed to 5,900 psi. The fourth stage high-pressure charcoal filters then remove any organic compounds.
The benefits of recycling are preserving scarce helium, mitigating the risk of test delays due to helium shortages, and reducing the cost and risk of bulk helium movement. Helium is a non-renewable material recovered as a byproduct of natural gas extraction. Helium is one of the few elements that escapes gravity to space. Thus, once it is exhausted to atmosphere, it is lost forever. The Helium Stewardship Act of 2013 alleviated the growing shortage of helium, but also allowed the prices of helium to rise with market pressures. Since helium is used in the manufacture of microchips and in medical devices such as MRI scanners, competition for helium increases helium prices. Finally, the large volumes of helium required for testing at VACCO would necessitate delivery of two semi-trucks of helium every week for a year. Four of these trailers would be required onsite to maintain a ready source for testing.
Installed in March 2014, the helium reclamation plant is currently in operation at VACCO. The purification and compression system is approximately the size of a semi-trailer, and is housed beneath the second-floor bag house containing the 60 × 20 × 30-foot collection bag. The entire plant is approximately the size of seven parking spaces. The large investment in the system and the associated building will be paid back in three years if at least 75% of the helium can be reclaimed. The system is currently reliably reclaiming more than 90% of the helium used.
Helium is used by VACCO to test and verify operation of the large-flow Space Launch System regulators and relief valves. The regulators are used to purge the main rocket engines before liftoff. The relief valves are part of the same system, and provide a safe backup to prevent system over-pressurization. While nitrogen is used as much as possible to reduce costs, during acceptance testing, approximately 250,000 standard cubic feet (scf) of helium are used per valve. The helium is collected from the test stands in a one-foot-diameter tube and fed to the helium collection bag. The bag is made of an especially dense rubber-like material to reduce helium permeation through the walls of the bag.
The reclamation system (see figure) is controlled by a programmable logic controller that detects the level of helium collected in the atmospheric-pressure bag. Sensors detect the height of the bag, and start the cooling sequence automatically. The cooling sequence fills the pre-cooler and molecular sieve dewar with liquid nitrogen in preparation for purification operations.
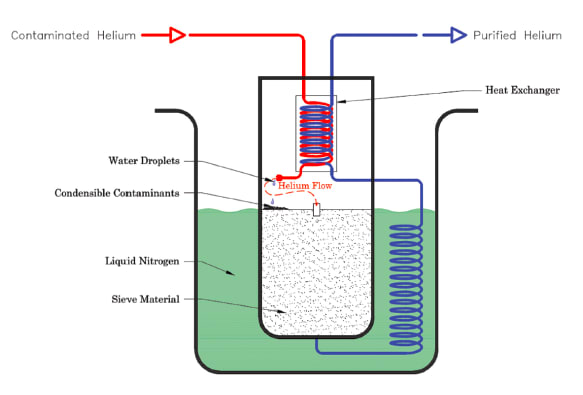
When the plant is sufficiently cooled and ready for helium purification, the helium is pulled from the collection bag by the process compressors and directed into the pre-cooler for moisture removal. As the helium cools, condensable contaminants fall out and physically drop to the bottom of the pre-cooler where they remain until system regeneration.
The gaseous helium — now minus the condensables — continues to the second stage (bottom half) of the purifier that is packed with a proprietary sieve material with an affinity for most air contaminants with the exception of helium, hydrogen, and neon. Further, the efficiency of the sieve material is greatly improved by cryogenic temperatures. The relatively large diameter of the purifier allows for proper resonance time between the helium and the sieve material. Helium comes out of the bottom of the purifier and is piped through relatively small-diameter tubing while still immersed in liquid nitrogen. This ensures that the helium is as cold as possible for maximum cooling effect to the incoming helium. The purified helium exits at the top of the purifier being coiled with the incoming helium tubing, slightly warming the exiting helium and cooling the incoming helium. With the system running at 100 SCFM helium flow, approximately 50 gallons of liquid nitrogen per hour are required.
Regeneration of the purifier is initiated by the operator, and is carried out automatically by the system controller. The operator will become aware that regeneration is necessary by the output of the onboard analytical equipment. A combination of process analyzers — oxygen, moisture, and TCD (thermal conductivity) — samples from the bottom of the purifying media bed. Sampling from this position provides indication prior to purifier breakthrough. Other sampling points will be strategically selected for testing system purity and troubleshooting (tube bundles, before and after compressors, etc.); however, the default sample position is in the purifier bed.
Once regeneration is initiated, the liquid nitrogen supply will be stopped, and the remaining liquid boiled off by the introduction of warm (vaporized) nitrogen. A mechanical vacuum pump on the downstream side of the system will pull a vacuum on the purifier pulling out the air contaminants as well as the condensable contaminants. The time for a typical regeneration is 10-12 hours, and is limited by how quickly the purifier can be warmed up to room temperature. Upon completion of the regeneration cycle, liquid nitrogen is re-introduced to the system.
Once complete, the system controller will valve back in the purifier, and normal operation can resume. During regeneration, the system controller displays ‘Regeneration in Process’ and will not allow the system to recover helium. Other parts of the system may still be used during this time.
The efficacy of the system to produce highly pure helium to the correct specification has been proven in three steps. The operation was initially tested at the Airgas final assembly plant near Cleveland, OH, and as first installed at VACCO. As the plant runs, purity is monitored at four locations at the plant. Finally, periodic samples are taken and sent to an outside lab for verification of helium purity.
This article was contributed by Bret Shelton of VACCO Industries and Brad Wallace of Airgas Specialty Gases. For more information, Click Here .