
Metal additive manufacturing is being embraced as a choice for parts production across many fields — including aerospace, automotive, healthcare, and other industries — promising fast, leaner production of parts in a tool-free process.
However, the true value of metal additive manufacturing is not delivered simply through copying traditionally made metal parts and making them faster, but in leveraging design for additive to produce parts that are superior in performance, weight, and functionality. Metal 3D printing enables the production of complex designs that simply cannot be produced using traditional processes, and the race is now on to find ways to design and certify parts faster, and deliver increasingly improved part performance, weight reduction, consolidation of assemblies, enhanced fluid flows, and improved mean time between failures. And in this, experts and research engineers have only scratched the surface of what’s possible.
Metal additive manufacturing technology has been consistently improving during the more than two decades it has been available. Metal parts are now so dense that they no longer need to be infiltrated with copper, and often do not need additional heat treatments to meet tensile strength requirements. Materials available now run the gamut of steel alloys and nickel-based superalloys, lightweight aluminum and titanium alloys, and more exotic metal systems. These metals provide choices for lighter parts, higher heat resistance, greater tensile strength, reduced corrosion, and so on.
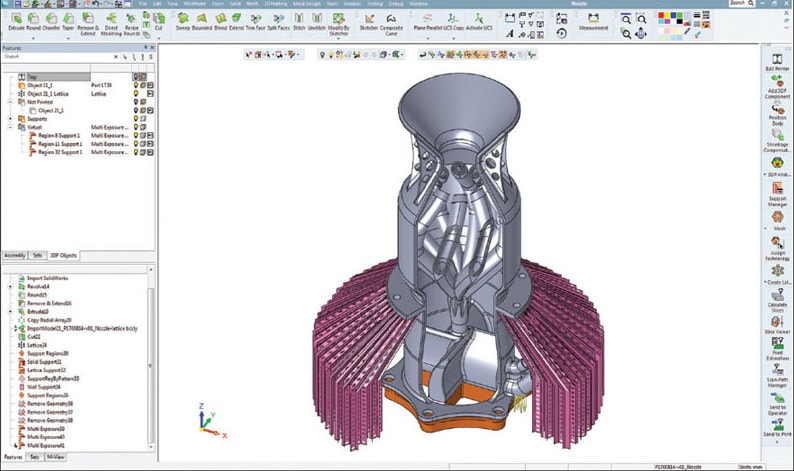
Also, the software driving design for additive is getting more sophisticated. From 3DXpert by 3D Systems and Magics by Materialise for overall metal print preparation, to advanced software for topological optimization and the adaptation of finite element analysis (FEA) software, to fully test and additive design from companies like Altair and ANSYS, clever tools for creating designs tuned for the benefits of additive are emerging (Figure 1). The addition of Cimatron mold design software from 3D Systems to define and design conformal cooling channels in molds also takes metal additive manufacturing to a new level.
What are the types of applications that benefit from these sophisticated metal additive designs? They include light-weighting of structural parts, consolidation of assemblies, enhanced fluid and coolant flow, improved functionality, and ‘impossible’ and custom geometries. Let’s look at a few.
Lighter-Weight Parts

As space exploration rapidly evolves, and as aircraft manufacturers aim to deliver fuel efficiencies, the drive is on to create significantly lighter-weight parts — both structural and non-structural. In the case of UAVs (unmanned aerial vehicles), plastic 3D-printed parts using robust nylons in Selective Laser Sintering (SLS) can immediately deliver much lighter-weight parts while retaining tensile strength, and boosting fuel economies on the vehicles. For structural aircraft and spacecraft components, lightweight aluminum and titanium are increasingly being used.
Thales Alenia Space collaborates with 3D Systems to deliver 3D-printed parts for its satellites. One example of efforts to lightweight parts is the production of antenna brackets for a geostationary telecommunications satellite (Figure 2).
Thales Alenia Space worked with 3D Systems in Leuven, Belgium, to topologically optimize the bracket designs. Topological optimization determines the most efficient material allocation to meet the exact performance specifications of a part. It takes into consideration the given space allowed, loads that need to be handled, boundary conditions, and other critical engineering factors.
Using 3D Systems Direct Metal Printing (DMP) platforms, the titanium brackets produced are 25% lighter than brackets manufactured by traditional means, and feature a better stiffness-to-weight ratio. In addition, the brackets now take about half the time to produce compared to traditional processes, and are in orbit today on the satellite.
Eradicating Assembly Processes
The University of Maryland’s Center for Environmental Energy Engineering (CEEE) worked with 3D Systems and Oak Ridge National Laboratory to develop the next generation of miniaturized air-to-refrigerant heat exchangers for HVAC and refrigeration applications. The aim of the research was to increase the efficiency of a 1-kW heat exchanger by 20% while reducing weight and size. Using newly developed automated design algorithms for unique tube and fin shapes, the goal was to reach an optimal air-side thermal resistance and minimize weight and size. However, to achieve these designs, metal additive manufacturing was a key part of the production process, as traditional processes simply would not be feasible.
According to Vikrant Aute, director of CEEE’s Modeling and Optimization Consortium, “DMP allowed us to manufacture highly unusual tube shapes in the form of a hollow droplet to carry the refrigerant.
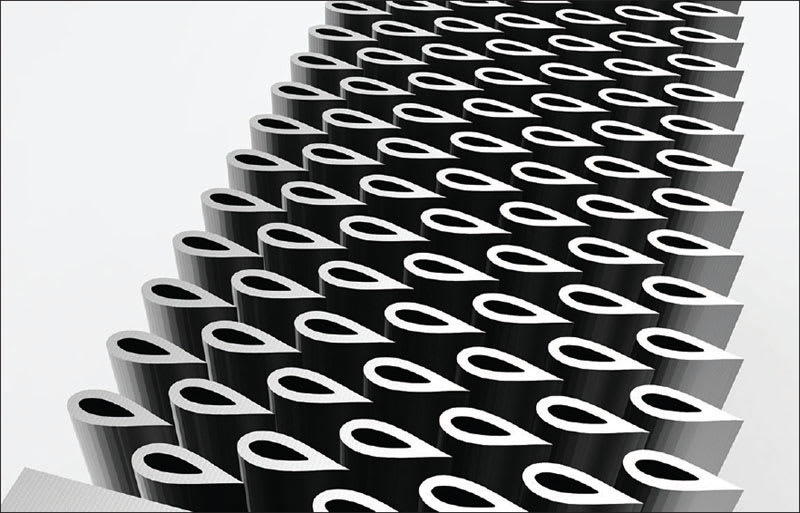
“With conventional manufacturing technologies, assembly by brazing extremely thin tubes to a manifold is a painstaking operation with very low reliability when it comes to leakages under high-pressure conditions,” he continued. “With DMP technology, no assembly is required since the part is produced in one continuous operation, no matter how complex the parts or how delicate the features.”
As it turned out, the heat exchangers were produced in a couple of weeks compared to the months taken to produce the old designs using manual assembly processes. CEEE also performed extensive testing on the new heat exchanger design using infrared cameras to verify that heat was dispersed uniformly over the exchanger, and that all the narrow, droplet-shaped exchanger channels were open and functioning fully (Figure 3). Results showed that the DMP-manufactured heat exchanger performed as expected.
Changing Medical Device Design and Production
K2M is a company that provides new technologies and devices for treating spinal deformities. Adding 3D printing to its production technologies has allowed the company to expand beyond deformity treatment into the rapidly growing market for devices that treat spinal degeneration using more minimally invasive procedures.
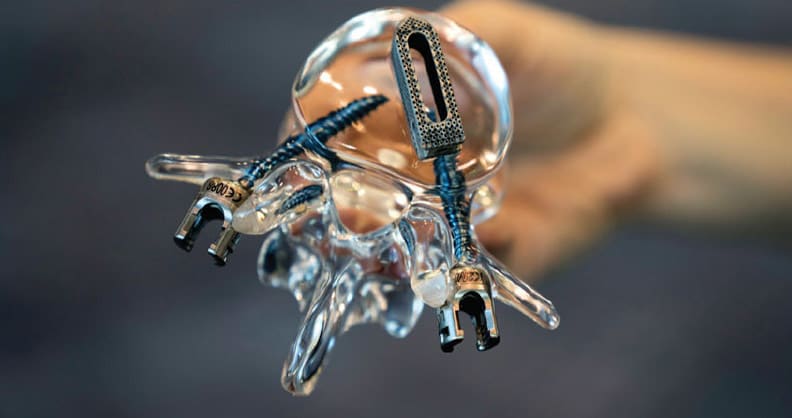
In partnership with 3D Systems’ Medical Device team in Denver, CO, K2M has developed the FDA-cleared CASCADIA family of interbody systems. CASCADIA products take advantage of 3D Systems’ direct metal 3D printers and K2M’s advanced methodologies, called Lamellar 3D Titanium Technology™, to produce implant structures that are impossible to manufacture using traditional techniques (Figure 4).
The implants are created in titanium, with a revolutionary lattice design allowing for both a porosity and an engineered surface roughness that enable bone growth. Although the devices have the strength of titanium, X-rays can be taken through them, giving surgeons a better perspective on how an implant interacts with surrounding body structures.
“Based on our experience with 3D printing, we believe that in the future, 3D-printed, patient-specific spinal implants will be common for not only complex cases, but degenerative cases, too,” said Sean Reynolds, group project manager at K2M.
Conformal Cooling for Injection Molding
Part cooling during injection molding is the most time-consuming, and yet most critical part of the process. Maintaining even temperatures during cycles is crucial, and if you can reduce the time spent on part cooling, you can increase production while achieving higher-quality molded parts, with less scrap.
For generations, a variety of techniques have been used to maintain even temperatures such as bubblers, heat pipes, and complex drilling setups using laminated blocks; however, these methods are cumbersome, time-consuming, and can limit the useful life of the mold. These conventional methods always use straight-line cooling channels, no matter what the part geometry.
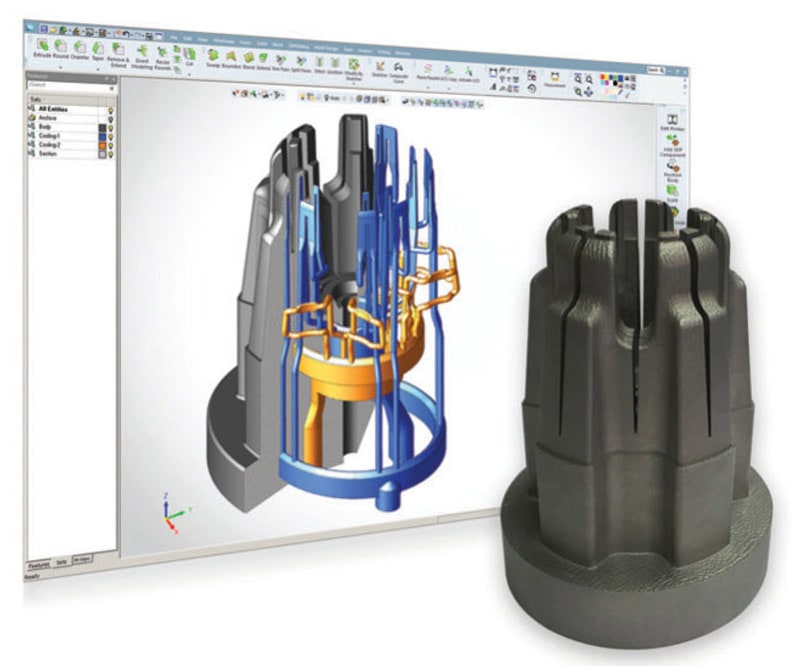
Now, with metal additive manufacturing, there is a new approach for creating injection molds — conformal cooling molds that have curved cooling channels that conform closely to part geometry. Depending on the part, materials, and manufacturing run, conformal cooling for an injection mold can reduce cycle time anywhere from 10% to 40%. The low-range gains are possible with little to no engineering analysis; the higher estimates reflect the use of flow analysis, computational fluid dynamics, and finite element analysis. Cost analyses of using conformal molds estimate profit increases of between 27% and 55%, with variations based on how much the cycle time is reduced. To achieve this, sophisticated software for mold design is required. This comes in the form of Cimatron Mold Design from 3D Systems, plus FEA cooling analysis with Moldex3D.
How 3D Printing Began, Layer by Layer
In 1983, Chuck Hull worked for a small California-based company that used ultraviolet light to turn liquid polymers into hardened, or cured, coatings. On nights and weekends, Hull found a way to make UV-curable materials the basis for his Stereolithography Apparatus, patented the following year. Thirty-two years after inventing the 3D printer, Hull is Co-Founder, Executive Vice President, and Chief Technology Officer of 3D Systems. Learn how Hull views the future of his invention in his conversation with Tech Briefs here .

Cimatron delivers a wide variety of tools for accurate conformal cooling design, along with a range of non-traditional cross-section shapes to increase surface area and control water flow, such as triangular, teardrop, X-shape, and others. In testing, triangular channels cooled 16% more effectively than round shapes, and the long, flat surface of the design could be more easily oriented to parallel the mold surface. Because only 0.25” of tool steel was needed for the mold walls in the test mold — plus another inch for the cooling channels — Bastech, the company performing the tests, built the internal mold structure from latticework, and was able to remove 25% of the metal normally used. Build time on the 3D printer was 38 hours versus the 42 hours it would have taken using traditional CNC programming and machining.
Defining Design for Metal Additive
Metal additive manufacturing technology is improving in leaps and bounds. As metal 3D printers develop greater accuracy, better materials, better inert conditions, faster production, and better output, that must be matched with new and improving software in order to fully leverage the opportunity presented.
The combination of these elements means that metal additive is now becoming a viable prospect for many industries and applications, and we are only just scratching the surface of possibility with this technology.
This article was written by Ryan Overdorff and Jared Blecher, Advanced R&D Engineers, at 3D Systems, Rock Hill, SC. For more information, click here .