
The VMS is used by most branches of the military to house and service vehicles, as well as for portable military command posts and short-term troop housing. The VMS must withstand wind, snow, and the weight of suspended accessories. The design constraints include an 8' maximum length for all parts, since the structure must be packed within a container with inside dimensions of 991/2" L × 341/4" W × 38" H.
The competitor's LME, weighing over 1,600 pounds, required a minimum of 16 people to carry and assemble. Design goals involved a drastic reduction in the weight of the tent's frame and covering, while keeping stresses below 60 to 70% of yield. Design goals also included easy assembly of the building by eliminating the need for external parts such as pins, guy ropes, and tie-downs, all of which were part of the previous structure. To make production cost-effective, the design had to use extrusions from the company's inventory, rather than new parts. The VMS also had to be competitively priced, while meeting the standards of the supply center for the Defense Logistics Agency (DLA). Meeting these specifications would ensure that the VMS would be considered for purchase by the US military.
 The task of designing a new VMS was given to Richard D. Cook, Anchor's senior structural engineer. Using finite element analysis (FEA) software from ALGOR, Cook created an FEA model based on the use of existing extrusions. The frame was composed of several parts, including arches and purlins. The purlins, or horizontal beams, were based on proprietary square aluminum tubes. The vertical beams forming the arches were modeled using proprietary aluminum extrusions designed with channels into which fabric panels slide. The channels eliminate the need for securing the vinyl panels to each other and to the frame, allowing for faster installation as well as a smooth, weathertight fit and maximum stability. Given the length of the tent and the 8' maximum length of each part, the beams and purlins were necessarily spliced for disassembly.
The task of designing a new VMS was given to Richard D. Cook, Anchor's senior structural engineer. Using finite element analysis (FEA) software from ALGOR, Cook created an FEA model based on the use of existing extrusions. The frame was composed of several parts, including arches and purlins. The purlins, or horizontal beams, were based on proprietary square aluminum tubes. The vertical beams forming the arches were modeled using proprietary aluminum extrusions designed with channels into which fabric panels slide. The channels eliminate the need for securing the vinyl panels to each other and to the frame, allowing for faster installation as well as a smooth, weathertight fit and maximum stability. Given the length of the tent and the 8' maximum length of each part, the beams and purlins were necessarily spliced for disassembly.
The legs, arches, and purlins were defined as beam elements, using elements from 1' to 2" in length. Given that the splices were critical stress points, different elements were used for both the leg and purlin splices. Other parts of the frame included eight X-cables made of 1/4" steel tension cables to provide stability to the walls. They were modeled using truss elements. The walls and roof of the VMS were modeled using membrane elements copied from one arch and then assembled to represent the 0.02"-thick vinyl-coated fabric. The complete model incorporated approximately 1,200 membrane elements for the covering and 600 beam elements for the frame. A rectangular mesh was used on the sides, roof, and lower ends of the cover, and a triangular mesh for the apexes of the ends. Cook then meshed the structural components uniformly, with refinements at the splices of the vertical legs.
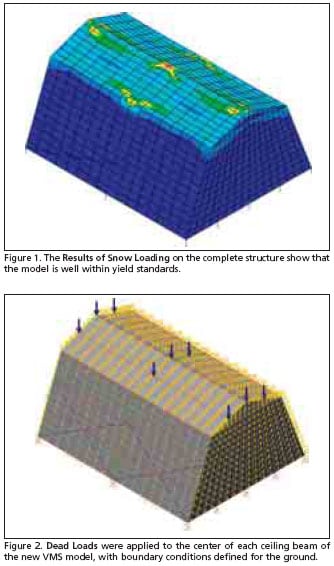
With the FEA model initially defined and meshed, Cook began to define loads. The dead loads, representing the hanging accessories inside the structure, were constant forces of 100 pounds applied at the center of each rafter and at the peak, for a total of 900 pounds. Cook applied wind loads as high as 7 psf and a snow load of 10 psf loaded vertically on the roof. There were five load configurations applied to each model, including three separate wind loadings, one snow load, and one combination of wind and dead loads. The ground was defined using fixed boundary conditions. ALGOR's Mechanical Event Simulation was used to consider the nonlinear effects of the X-cables included in the concepts. Although the forces were steady, each loading comprised a timed event lasting 20 seconds, consisting of one second of rest to permit initial tension in the X-cables to distribute itself, 17 seconds of increasingly applied load, followed by 2 seconds of rest. The rest period allowed transients in the model to settle. The model was tested several times.
Models were run with 8' and 16' bays. The 16' model was refined using lighter aluminum extrusions for the frame and purlins, and the analysis was repeated, checking each model to see if it withstood the loads and remained within 60 to 70% of yield. By the fifth concept, a model was created that optimized materials and remained within yield standards. The final concept included two side purlins to withstand the loads from side winds. The final purlin was a 2" proprietary square 6061-T6 aluminum tube with 0.125" wall thickness. The frames were a proprietary 6061-T6 aluminum extrusion with channels. The leg splices were designed as 0.625 × 2.625" A36 steel. The eave and ridge weldments were primarily cutouts of A36 steel. The purlin splices were 1.68" square aluminum tubes with a proprietary shape, with ridges about 1.72" square for a slip fit when in the field.
The company built a prototype of the VMS based on the FEA analyses. The 40% reduction in aluminum was the greatest of the cost savings over Anchor's first VMS and the competitor's LME structure. Anchor Industries expected to deliver the first ten units for military use by August 1st.
This work was performed by Dr. Richard Cook of Anchor Industries using software from ALGOR, Inc. For more information, visit http://info.ims.ca/5291-125 .