

Optical coatings are critical for enhancing the transmission, reflection, or polarization properties of optical systems (Figure 1). However, any time a coating is deposited on an optic it imparts some level of stress onto the surface. This stress can deform the optical surface and lead to wavefront errors in reflected or transmitted light. In many applications this effect is negligible, and a compensation coating layer can be added to the back surface of the optic to cancel out some of these effects, but coating-caused surface deformation can be an important issue in precise laser optics systems.
Many modern optical coating techniques, such as magnetron sputtering and ion beam sputtering, utilize high-energy material deposition. While these technologies can form coatings with unique advantages, they can result in a significant amount of stress in both the coating and substrate. Truly understanding the differences between coating types and how coating stress can impact your application is essential for ensuring that high-precision laser applications achieve desired performance.
Why Care About Coating-Induced Stress?
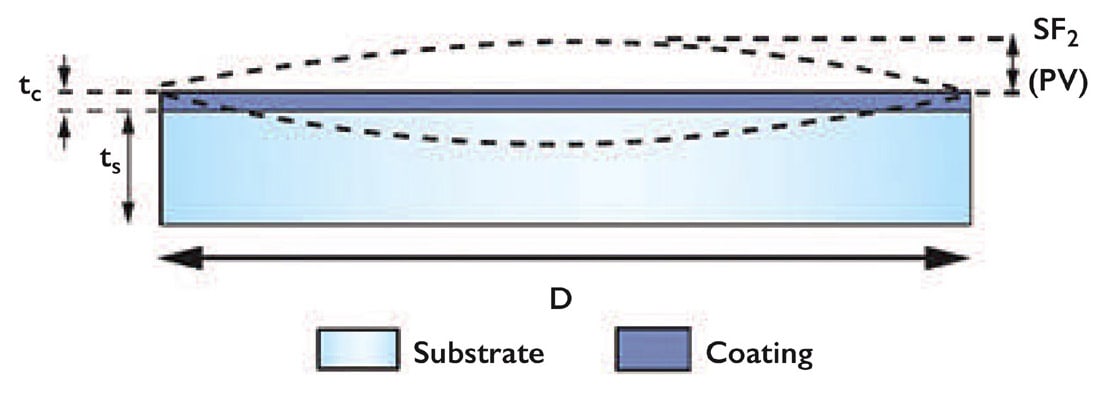
The stress imparted onto optical surfaces from coating can lead to issues with surface flatness, impacting the transmitted or reflected wavefront error of coated optics ( Figure 2). Depending on the coating materials used, this stress can either be compressive (causing the surface to bow upwards from their edges) or tensile (causing the surfaces to bend downwards from their edges). Compressive stresses are preferred relative to tensile ones because tensile film stress can lead to the film itself cracking, but both types can lead to issues if the surface is significantly deformed. 1
These effects are more significant when the optics are thin and/or particularly wide. Thicker optics with smaller diameters are more resistant to deformation. Compensation coatings on the back side of optics have been shown to reduce up to 90% of surface deformation, but in some circumstances different coatings are needed on each surface of an optic.1 In this case, the coatings would be imparting different levels of stress and would not compensate for each other as well.
In highly sensitive applications, the remaining deformation after applying a compensation coating could still be enough to noticeably degrade system performance. When the surface figure of optics is highly controlled (such as when a λ/20 surface is specified), coating-induced surface deformation is more noticeable. In lower precision components (such as those with a λ/4 surface figure specification), deformation from coating stress is likely negligible.
Modeling Coating-Induced Stress and Deformation
The amount of surface deformation resulting from coating-induced stress is dependent on the surface figure and dimensions of the optic, substrate material properties, and coating type.2 These relationships can be used to create tools that estimate the change in surface figure before and after coating an optic, as well as whether that will have a noticeable impact on system performance. The resulting radius of curvature (R) of a flat optic after coating can be approximated using:

Es is the substrate elasticity modulus (Pa), Ec is the coating elasticity modulus (Pa), ts is the substrate thickness (µm), tc is the coating thickness (µm), νs is the substrate Poisson’s ratio (unitless), and νc is the coating Poisson’s ratio (unitless). This shows that the coating material making up different coating layers impacts the level of stress and deformation. Equation 1 assumes that the stress-induced deformation is spherical, the mechanical properties of the coating materials are averaged from bulk values, and that the coating is applied to only one surface.
This radius of curvature resulting from the coating-induced stress can then be used to determine the surface flatness after coating ( SF2 ) in units of either waves or µm.2

SF1 is the surface flatness before coating (waves or µm) and D is the substrate diameter (µm). R is assumed to be significantly greater than D. The percent change between the starting flatness and flatness after coating can then be given by:

The smaller SF1 is, the higher the % change in flatness will be, and the more significantly it will make a difference in the end system. Exactly what % change in flatness is acceptable varies widely from application to application, but a general rule of thumb is that a% change of 20% or greater is considered a failure.2 Tools used to model this behavior typically draw from historical data to approximate the material properties of different coating types. Because these simulations rely on so many assumptions, they are great starting places for understanding how surface figure will be affected by coating, but their exact values may vary slightly from real-world results.
How Coating Techniques Differ
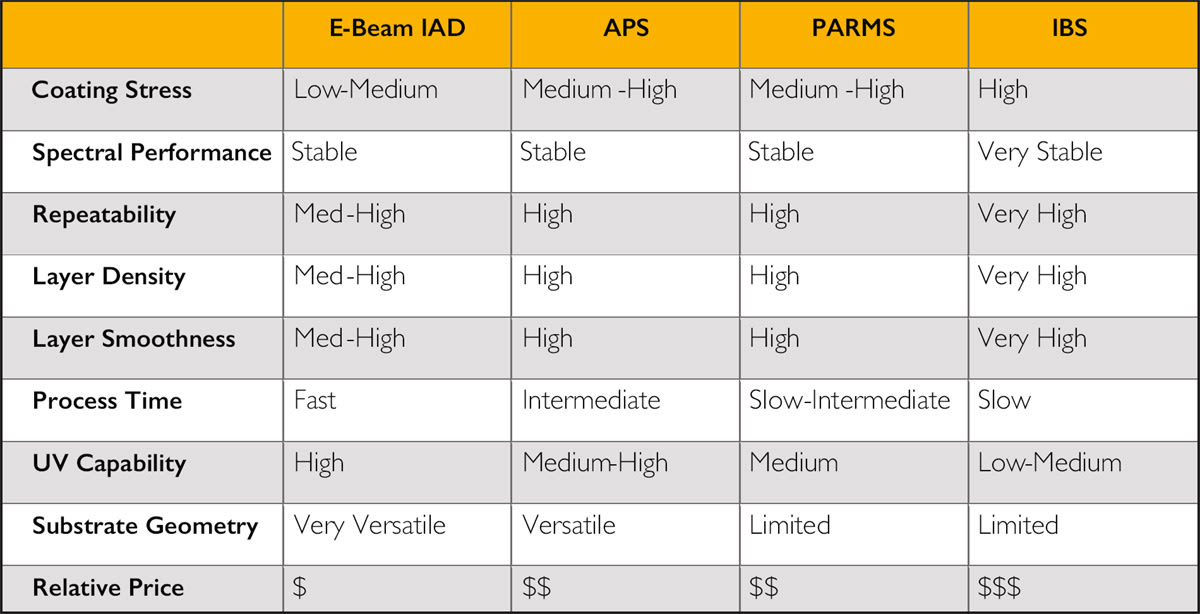
Different coating technologies impart different amounts of stress during coating deposition. Techniques involving high-energy material deposition, such as magnetron sputtering and ion beam sputtering, tend to result in the most stress, and therefore deformation. Table 1 compares the key characteristics of common optical coating technologies, with coating stress highlighted in the first row.
Ion beam sputtering can achieve the highest spectral performance out of the four techniques shown in Table 1, so it is often used for high-reflectivity laser mirrors. However, this technique also imparts the most coating stress, so the stress-induced deformation models shown are the most applicable to ion beam sputtered optics (Figure 3). These components also tend to have the tightest surface figure specifications, further adding to the importance of understanding deformation from coating-induced stress for these components. For optics coated using lower coating stress techniques like electron-beam evaporative deposition, the effects of coating stress are likely negligible.
For high-precision applications requiring high-energy material deposition coatings, understanding how coating stress can impact surface figure and system performance is critical. The equations shown above and online calculators based on these relationships are a good starting place for understanding if these effects will cause a noticeable impact in your application. For a more detailed analysis tailored for your application, contact your optical component supplier. They should have historical data that will help better determine the effects of coating stress for your specific optics.
References
- Oliver, J. B., Spaulding, J., & Charles, B. (2019). Stress compensation by deposition of a nonuniform corrective coating. Applied Optics, 59 (5), 54-57.
- (2020). Coating Impact on Flatness Calculator. Edmund Optics.
This article was written by Cory Boone, Lead Technical Marketing Engineer, Edmund Optics (Barrington, NJ). For more information, contact Mr. Boone at