

Traditionally, agricultural sprayer machines were custom-built on a four-wheel chassis. These custom-built units were heavy, expensive, and not easily adapted to other farm applications. Sprayers are typically used to apply herbicides, insecticides, and fertilizer. Naturally, it would be more practical if a machine could be used for other functions such as tilling, loading, and baling.
One manufacturer designed a retrofit using unconventional technologies, resulting in a three-wheel flotation spraying applicator. The new vehicle is lighter, costs 20 to 50 percent less, and is more versatile because it’s designed to accomplish more than one function. The sprayer exerts lower ground pressure and is more affordable than traditional machinery.
The three-wheeled commercial applicator was designed by retrofitting a mid-range (50 to 120 hp), two-wheel-drive tractor chassis with three major innovations:
Hydraulic wheel steering
Suspension fork
Flotation tires
A Break from Convention
Tractors of this size generally have hydraulically assisted steering using a hydraulic cylinder and mechanical linkage assembly. In place of the typical front-wheel steering cylinder, the manufacturer used a Helac helical hydraulic rotary actuator from Parker that produces a steering angle of up to 180 degrees and contains a bearing to support the load.
The rotary actuator is a part of the steering superstructure, providing the strength and flexibility the vehicle requires without the unnecessary weight, complexity, and maintenance required of mechanical linkages. It supports a thrust load of 8,000 pounds and accommodates 423,000 pounds per inch of bending moment capacity. It transmits 55,000 pounds per inch of steering torque when fully loaded. The actuator’s design makes it capable of angular displacement of 360 degrees or more.
The tractor’s original-equipment hydraulic power unit supplies pressurized fluid for steering and other hydraulic functions. The maximum system pressure is 2,950 psig with eight gallons per minute of flow but the steering function generally operates at a pressure of 1,500 to 2,000 psig. The only modification needed to the tractor’s original hydraulic system was a higher displacement steering unit. This is because a rotary actuator requires more fluid to move the wheel through its entire range of motion than a cylinder does. The plumbing of the steering control unit is routed directly to the actuator, eliminating sections of hose and fittings otherwise required by the cylinder.
The height and orientation of the sprayer boom are also controlled with hydraulics. A five-spool solenoid valve routes hydraulic fluid to and from cylinders that raise, lower, rotate, and pivot the sprayer boom. Furthermore, an open-center motor, controlled by an electronic flow-control valve, supplies the driving torque to apply the fertilizer or other substance to crops. The retrofit package also includes a suspension style swing arm fork with twin air springs capable of supporting loads to 8,000 pounds above the front tire.
The air springs’ pressure is adjustable for different loads for smooth riding in the roughest of field conditions. The manufacturer supplied an electric air compressor to generate the pneumatic power for raising the pressure in the air springs. The fork’s open front allows for easy access for changing or repairing the front tire. The fork is 50" wide, allowing the use of 44" tires for the maximum flotation and the potential for ground pressure as low as 4 psig.
An Integrated Solution
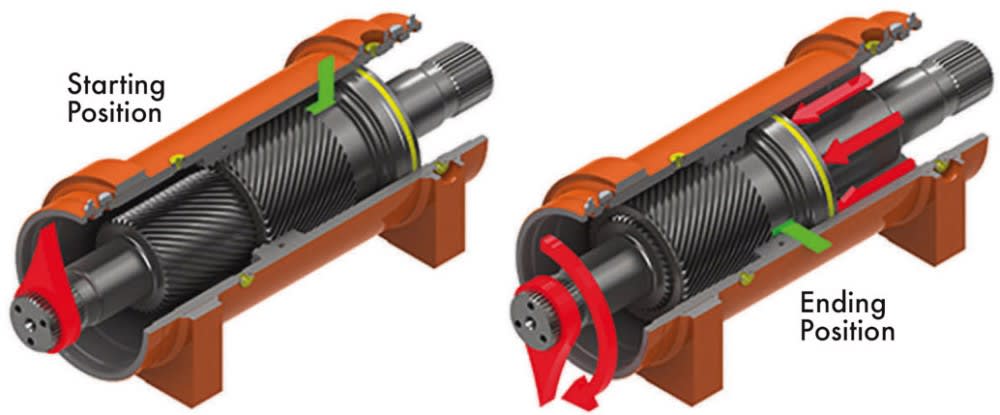
The cutaway in Figure 2 shows the initial position of the piston and output shaft. Pressurized fluid entering the inlet port pushes on the piston; a stationary ring causes the piston to rotate clockwise. At right, teeth on the output shaft mesh with those on the ID of the piston, causing the shaft to rotate clockwise relative to the piston. Pressuring the B port returns the piston and shaft to their initial positions.
The Parker actuator used for steering and load support not only provides a simpler, less expensive structure than alternative designs but also can generate the high torque needed to steer such a large wheel assembly under full load.
Previously, the manufacturer used steering cylinders, bearings, and multiple joints before designing in the sliding spline actuator. With cylinders, all the external moving parts were exposed to the elements. The stress on the joints was high because each steering cylinder had a clevis pin at each end. Stress concentrated on each pin created high-wear points, which increased maintenance. Worn pins also allowed side loads to be transmitted to the piston rod. This accelerated wear on the rod and piston bearings increased the occurrence of seal leakage.
Helical Rotary Actuator Excels in High-Torque Application
The actuator used in the sprayer retrofit is composed of three basic parts: a housing, a central through-shaft, and an annular piston. Helical gear teeth on the shaft mesh with matching teeth on the inner circumference of the piston; the second set of helical teeth of opposite hand on the outer circumference of the piston engage the housing’s integral ring gear. The double-helix gear design works to compound shaft rotation. The rotation of the shaft is almost twice that of the piston. The result is a slender, compact, symmetrical design that generates high torque, is highly tolerant of shock loads, and has none of the house protrusions found in alternative designs.
Characteristics of the helical rotary actuator make it ideal for applications requiring high torque within a small envelope, attributable primarily to its sliding-spline operation. Because all spline teeth remain engaged at all times, loads are equally distributed over the teeth. This results in high tolerance to the stock loads. Backlash is minimal — approximately 1°.
Furthermore, the integral bearing design enables the actuator to support heavy radial, moment, and thrust loads without the need for additional external bearings. The integral bearing design also produces a clean, compact assembly for a wide variety of applications including construction and mining equipment or refuse cart dumpers — anywhere compact size, high torque, and wide angle of rotation are needed. Aside from the inherent compact size of the actuator, the integral bearings and large drilled-and-tapped mounting holes make it easy to design the actuator into a structure and simplifies installation.
Benefits Provide an Edge
The manufacturer significantly benefited from switching to the rotary actuators in three distinct ways:
The load-bearing and steering capability were integrated into one package. The actuator allowed the manufacturer to replace multiple external components and operate as a complete steering and bearing system in a single rugged component.
Low maintenance and zero leakage. Bearings, seals, and torque-generating splines are completely sealed and lubricated by the hydraulic fluid inside the actuator housing, resulting in low maintenance and zero leakage.
Compact design and simple installation. Bolts are used to mount the feet of the actuator directly to the modified tractor frame. The tractor’s steering yoke attaches directly to the top and bottom threaded bolt circles of the actuator’s load-bearing shaft.
Parker’s Helac actuators offered a compact package that provides all the support for the load as well as the hydraulic turning needs without adding unnecessary weight. Seal leakage is eliminated and there are fewer maintenance issues since all moving parts are safely enclosed in a cylindrical envelope.
This article was written by Dan Morgado, applications engineer, Parker Hannifin’s Cylinder Division, Des Plaines, IL. For more information, visit here .