

More pixels! This is a major trend in the display industry. The benefits of 8K or higher resolution TVs may be debatable. For eye catching applications such as AR/VR glasses, more and therefore smaller pixels are required for technical feasibility. Screen door effects and pixel inhomogeneities are easily visible and disturbing for the user on displays that sit closely to the viewer’s eye. μ-LEDs are considered an innovative technology for very high resolutions with pixel sizes of less than 10 μm and equally small pixel pitches. In general, they have the potential to be a groundbreaking display technology – provided production challenges can be solved. Just like OLED displays, μ-LEDs are an emissive display technology, i.e., each single subpixel is in itself a light source. Luminance and color variations between the individual pixels are likely. As this strongly influences the visual quality of the displays, a quality control and calibration of the displays is necessary not only in the laboratory, but especially in the production lines. The race for very high resolutions thus places increased demands not only on display manufacturers, but also on the suppliers of light measurement technology.
For quality control of high resolution displays in production lines, it is crucial to measure the optical properties of each individual subpixel within the production cycle times. This calls for luminance and color images (X, Y, Z) with exceptionally high subpixel level resolutions. Previous solutions either work with multiple coupled devices or use positioning stages to capture multiple images. These are combined via a software tool to achieve the necessary resolutions. Such solutions are usually very expensive and also time consuming. This article is about the ultra high resolution 2D color measurement camera LumiTop X150: a complete system for fast and highly accurate display testing in production lines including sub-pixel measurement of high-resolution displays.
Key Factor: Optical Inspection in Production
Optical quality control of displays in production lines is an important factor. At the same time, yield and throughput in μ LED production are often crucial for cost efficiency and profitability. This is how these framework conditions dictate the scope of test procedures. The time available for optical performance testing is strictly limited. With the introduction of improved display technologies in terms of color gamut, dynamic range, etc., the challenges for all equipment suppliers are even greater, as the requirements for the test systems increase in parallel with the required quality of the displays. In addition, less mature technologies may even require a larger scope of testing. For the described emissive display technologies with OLEDs and μ LEDs, the detection of defective pixels also at subpixel level with subsequent correction is elementary, in order to increase the production yield. It is necessary to evaluate luminance and color of millions of tiny subpixels of OLED or μ LED displays under the constraints of typical cycle times of the production line.
Instrument Systems has optimized its LumiTop family of display test systems for quality control in production. It consists of a 2D imaging colorimeter, a spectroradiometer of the CAS series and a photodiode. This combination allows all relevant optical tests to be performed in just one test station. The most important test parameters include the measurement of display homogeneity (luminance and color), the determination of defects (mura), gamma exponents, flicker and luminance modulations. The 3-in-1 concept enables simultaneous measurement with all three sensors and guarantees both very short measurement times due to the 2D images and high, absolute accuracy via the spectroradiometer. The measurement solution can be used independently of the DUT’s display technology and is also suitable for new display technologies such as OLED or μ-LED displays.
Single-pixel or subpixel analyses require a very high camera resolution. Preliminary tests show that sample rates of at least 4:1 are required for accurate color measurements. The LumiTop X150 is thus equipped with a 150-megapixel sensor (Figure 1). A built-in pixel shift mechanism suppresses demosaicing artifacts by true color measurements and increases resolution to 150 megapixels per color channel or 600 MP per RGB image. The motorized focus lens automatically adjusts to different focus levels, such as different color test patterns or defocused measurement. By selecting the right lens, it is possible to measure different display sizes, from micro displays to video walls. Analysis tools with specific algorithms enable individual pixel characterization and generation of pixel intensity and pixel color maps for pixel recognition and display calibration. The following examples show measurements for subpixel analysis as absolute measurement, as relative measurement and for homogeneity measurement.
Example 1: Subpixel Analysis – Absolute Measurements
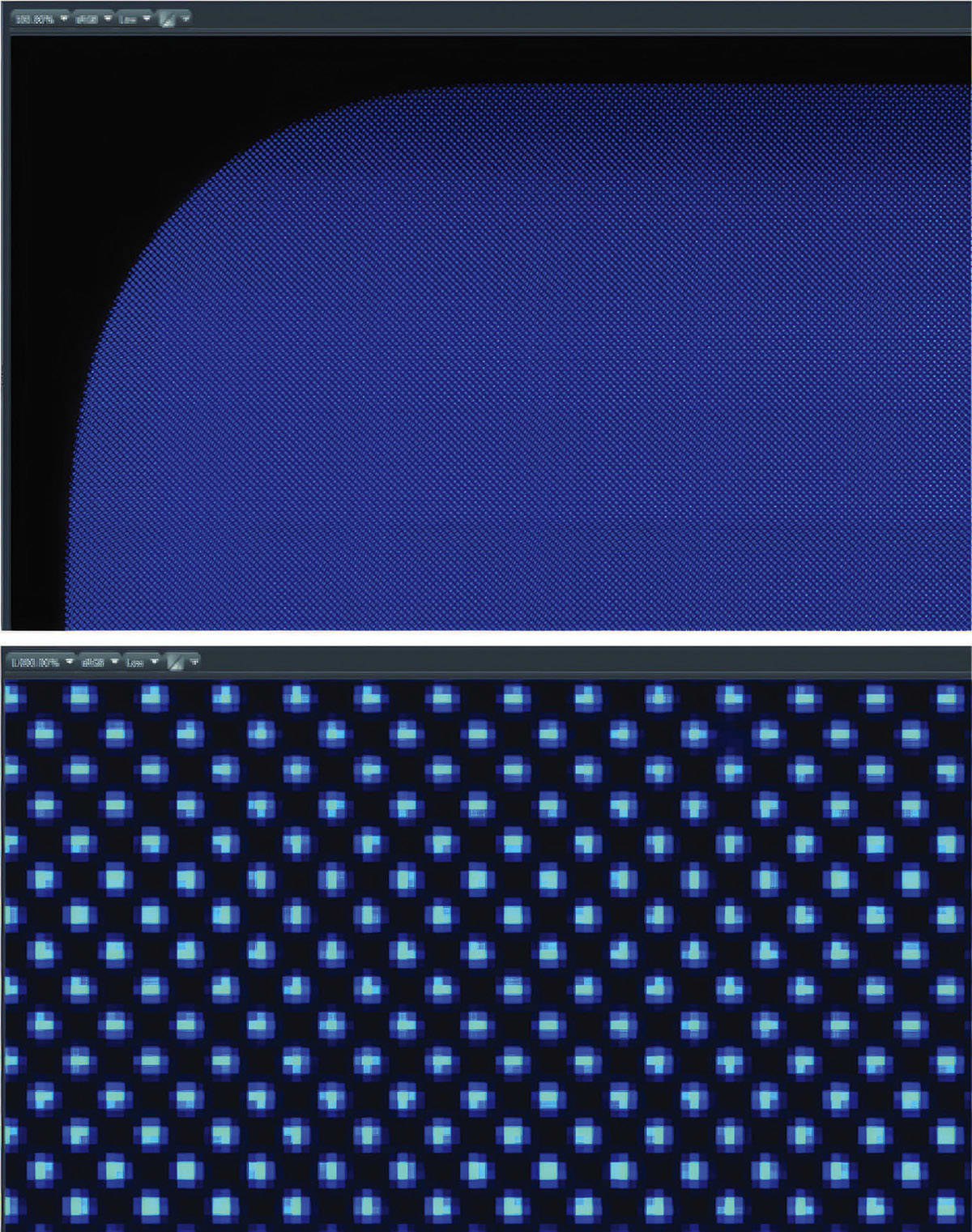
The display of an OLED mobile phone was recorded for the absolute measurement. Figure 2 shows two shots of the blue screen at different zoom levels (2 × 2 shots). Each individual blue OLED pixel of the entire display can be captured with sufficient resolution for accurate color and luminance evaluation. Based on this data, a specially developed algorithm creates a pixel map with color and luminance values. This information can then be used for further analysis or calibration of the screen (demura in the case of OLED or μLED displays).
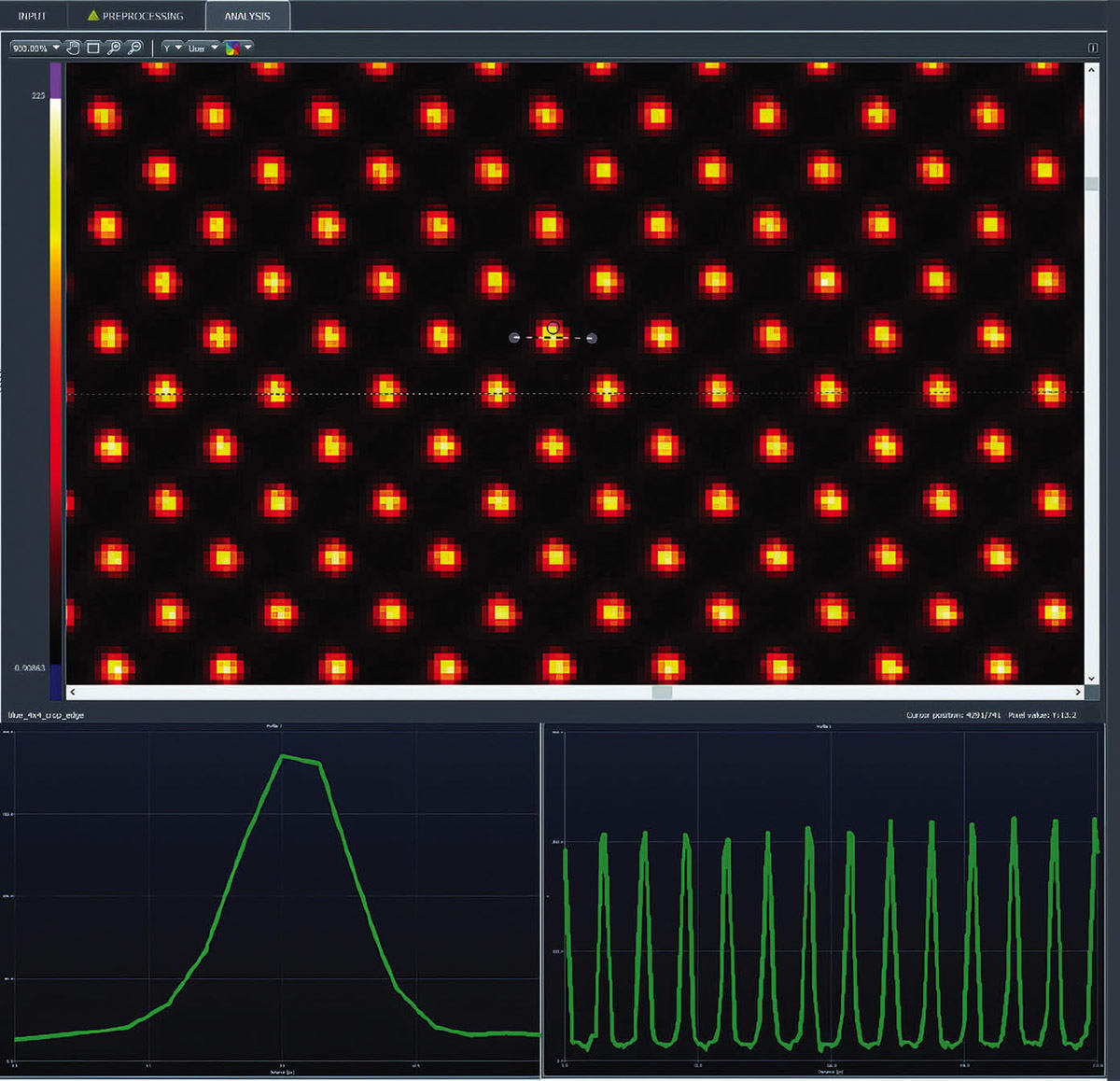
The number of pixel shift measurements can be adjusted according to the resolution of the device under test. Figure 3 shows the luminance distribution in pseudo-color representation of the same display, but with 2,400 megapixels per image (4 × 4 sampling). It is clearly visible that a very detailed analysis is possible for each blue subpixel. In the upper part of the figure, two lines are entered to evaluate the lateral distribution of luminance – dashed over a subpixel and dotted over 15 subpixels. The diagram at bottom left shows the luminance distribution along the line parallel to the x-axis for a single pixel. The profile bottom right contains a total of 15 blue subpixels for comparison. The LumiSuite software provides calculations for averaged luminance or color information, histograms and homogeneity via other analysis tools such as the Spotmeter.
Example 2: Subpixel Analysis – Relative Measurements
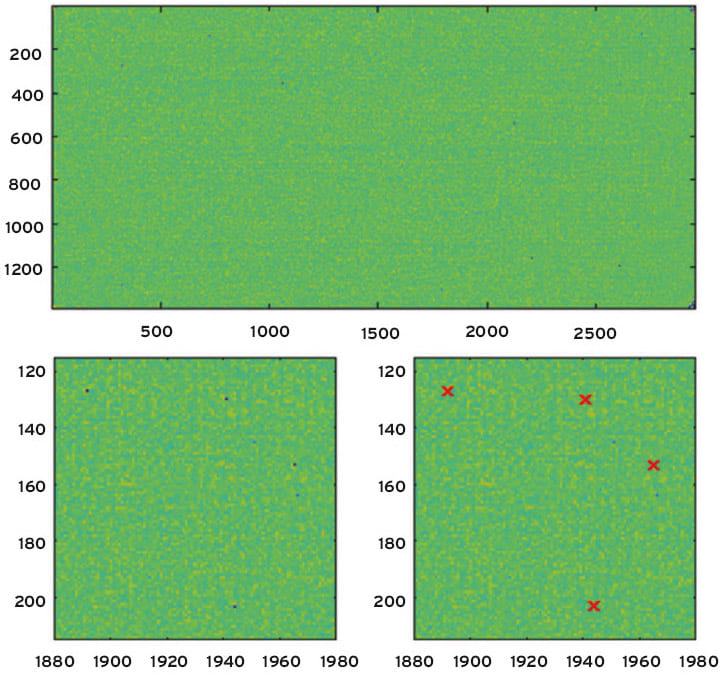
Some analyses – such as the detection of pixel defects or mura measurements – do not require absolute measurements of color and luminance. A particularly fast algorithm was developed for this purpose. This allows the analysis of entire displays in a single measurement with the LumiTop X150. The algorithm generates a pixel intensity map (Figure 4, top) and the user can set pass/ fail criteria to detect pixel errors. The two pictures in Figure 4 are zoomed sections. The red crosses in the lower right picture mark defective pixels according to the set criteria, here of 30 percent luminance deviation compared to the neighboring pixels.
Example 3: Measurement of Homogeneity
The pixel maps can be used as a basis for various evaluations; not all tests require subpixel measurement. In many cases, the measurement speed can be more important due to data reduction, which means shorter data transfer times. Examples are homogeneity and large-scale, low frequency mura measurements as well as gamma curves or white point corrections. Some specifications, e.g., the “Uniformity Measurement Standard for Displays” of the German car industry, even call for defocused measurements. The LumiTop X150 thus features a lens with motorized focus, to enable easy switching between focused and defocused measurement.
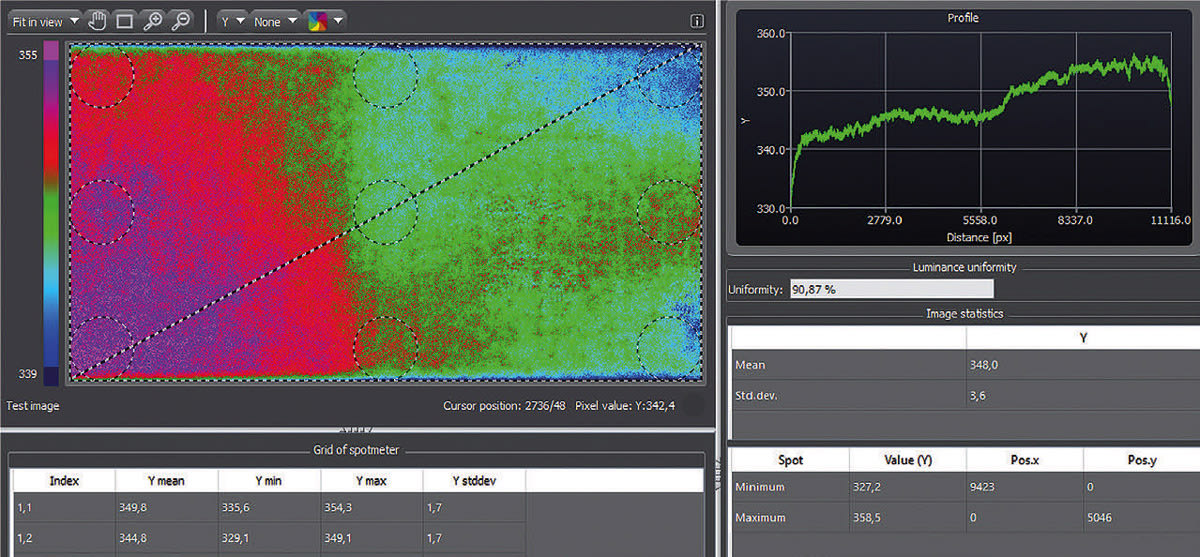
Figure 5 shows the luminance distribution in pseudo-color representation of an OLED tablet displaying white. The diagonal defines a line profile (from bottom left to top right). The corresponding diagram (Figure 5 top right) shows a significant luminance drop along this line. In addition, a grid of nine spots was placed on the image to obtain information about the maximum, minimum and average luminance as well as color within the spots. These results are presented in tabular form.
This article was written by Dr. Tobias Steinel, Product Manager at Instrument Systems. For more information, visit here .