
One major invention associated with the Industrial Revolution was the cotton gin, developed by Eli Whitney in 1793. This machine — the term “gin” is a contraction of “engine” — significantly increased cotton production efficiency by automatically separating the useful fibers from the seeds, which is otherwise a difficult manual process. Although the basic function of cotton gins is quite old, today’s versions can benefit further from modernized control systems (Figure 1).

Cotton gins, like many other types of production equipment, rely on drive motors, solenoids, hydraulics, various mechanisms, and instrumentation to monitor and control operation. Operators need an easy way to visualize operational performance, make any required changes to settings, and access diagnostics.
It is important for all industrial equipment to run reliably for long periods of time, and even more so for equipment like cotton gins which operate seasonally. As the harvest comes in, equipment runs around the clock to process the cotton because any downtime can create large and problematic production backups. When evaluating automation hardware and software, it is therefore, important to choose platforms offering:
proven performance for industrial operations
easy programming for initial development, commissioning, and future work
comprehensive communications options
features like analog scaling on the I/O modules to minimize programming and simplify maintenance
dependable online and phone support.
ready product availability.
There are quite a few options on the market for automation platforms, but after years of experience in the field we have learned which products lead to success.
Modern Features, Traditional Reliability
For both new and retrofit projects, we have had multiple good experiences using AutomationDirect programmable logic controllers (PLCs), human-machine interfaces (HMIs), variable frequency drives (VFDs), and many associated devices. Recently, when an original equipment manufacturer (OEM) client came to us with a relatively fast-track cotton gin retrofit project, which needed to be completed before the harvest began, we knew where to look as we started selecting products.
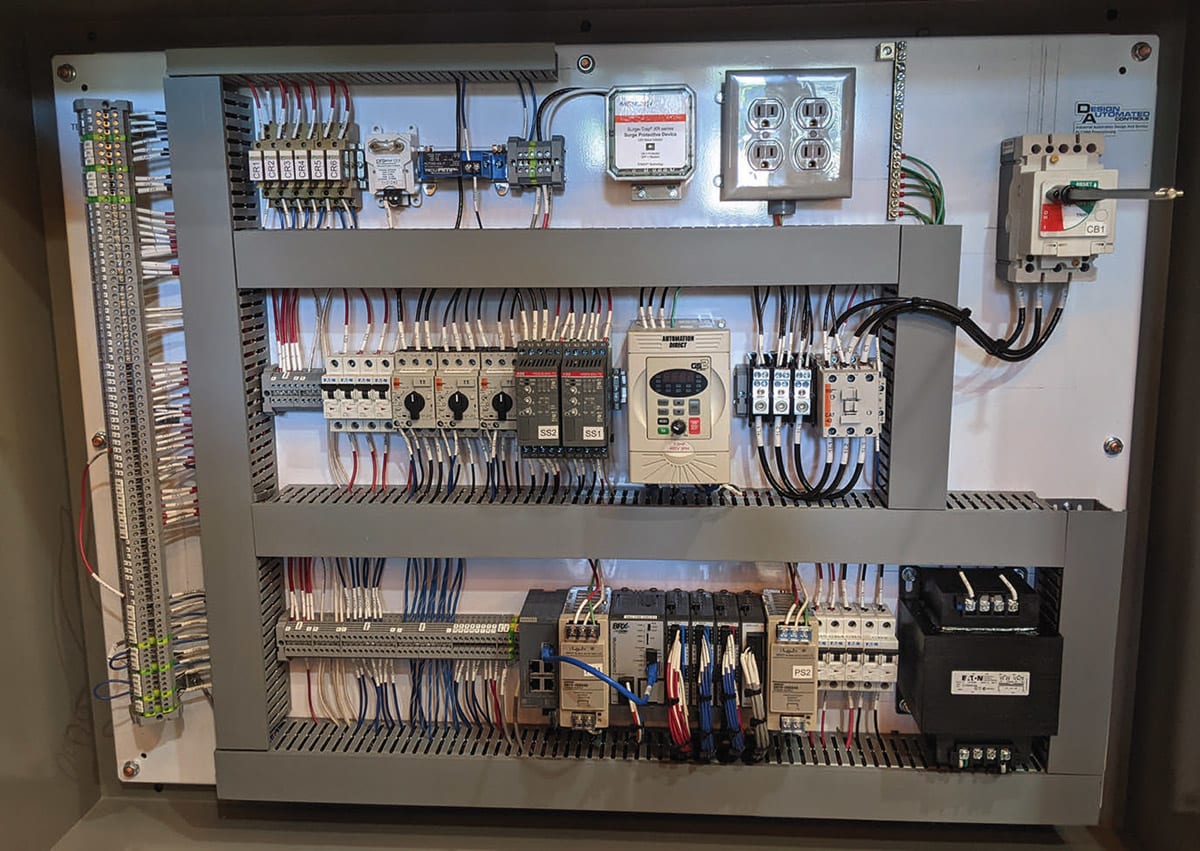
Control panel design was relatively conventional, and we chose the AutomationDirect GS2 Series VFD and other electrical components (Figure 2). However, the real decision revolved around which family of PLC we should specify.
While we have long used more traditional PLCs, we decided that the new project would be best served with a more modern model, the AutomationDirect BRX. This was based on several reasons:
The PLC uses native MODBUS/TCP communications, which works seamlessly with any HMIs or other automation systems elements using this industry-standard protocol.
Analog inputs and outputs are configured and scaled via the I/O module itself, so no PLC programming is needed to work with engineering units.
The pluggable option module (POM) is a flexible way to provide an additional serial, Ethernet, or USB port as needed. One controller model can thus be adapted to meet the needs of multiple projects by using an appropriate POM.
We wanted to take advantage of the embedded IIoT support for data gathering and reporting in the future.
Organizations we work with are fans of the software, not only because it is free but also because it is easy to use.
The PLC and all products in the AutomationDirect portfolio, were immediately available, with no supply chain issues.
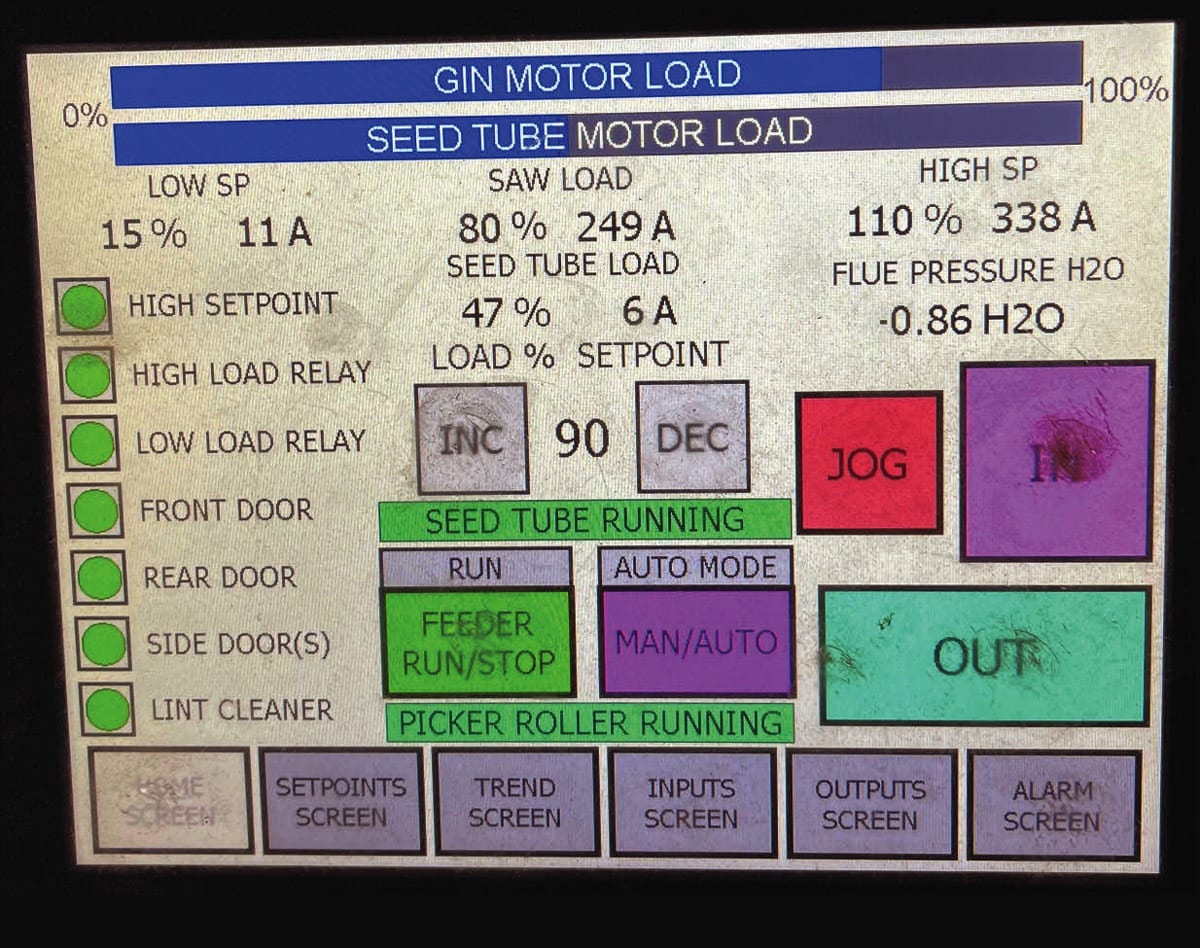
The BRX PLC was easy to learn and program. It also worked smoothly with the CIMON HMI specified for this project, enabling us to rapidly create clear and functional visualizations depicting the machinery operation (Figure 3).
This initial project scope was to provide basic functional operation, which included development of the PLC control panel, and associated programming and HMI configuration. Since the field service company working on this project was familiar with the BRX, and Design Automated Controls took advantage of remote support capabilities, the startup phase proceeded smoothly, and the end user was able to begin processing cotton right on time.
Moving forward, our client would like to add remote access and industrial internet of things (IIoT) capabilities. The BRX Series of PLCs meets these and other needs by delivering traditional PLC reliability in a compact form factor, with options for built-in and expandable I/O options, and modern communication capabilities.
This article was written by David Adams, Owner, Design Automated Controls (Wetumpka, AL). For more information, visit here .