
Proper filtration plays an important role in ensuring that hydraulic systems operate trouble-free. High-performance filters maintain the cleanliness of the hydraulic fluid over its entire service life. In addition, designers are faced with ever-changing application requirements — longer filter change intervals, higher operating safety, increased separation efficiencies, and increased compatibility with the new generation of hydraulic oils. Following is an overview of some important technologies and trends in the industry, and their impact on users of hydraulic systems.
Filter Performance
Today’s standard filter elements are similar to those of the past filter generations, but the performance has changed a lot. The essential parameters are dirt-holding capacity and pressure loss. For example, 17 years ago, a typical ARGO-HYTOS filter element with 10-μm(c) fineness had a specific dirt-holding capacity of about 6 mg/cm2. Today, this capacity has increased by more than 130% to about 14 mg/cm2 while the pressure loss has been reduced by about 50%.
There are several reasons for these improvements. On one hand, research into materials technology has led to improved filter media. Increasing the dirt-holding capacity of glass fiber media at the same pressure drop was an important factor for the improved performance. The pore volume is a key parameter. Finer fibers ensure the greatest possible pore volume and create more capacity for greater dirt absorption.
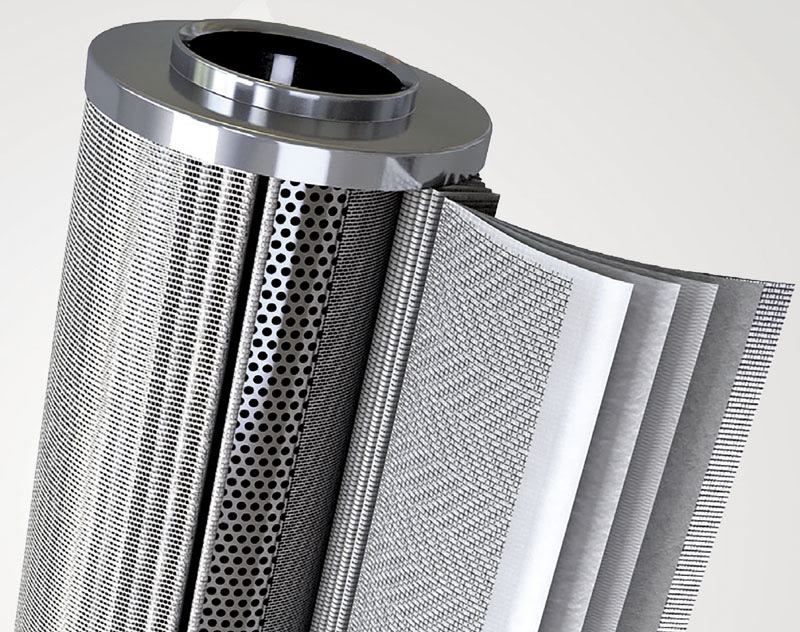
Such improved filter materials also resulted in a lower pressure drop, enabling the installation of additional layers. In the past, filters typically had a single glass fiber layer to capture and hold contaminant particles. Today, most high-performance filters are double-layered. These layers consist of a coarser pre-filter layer to capture the larger particles and a main layer to trap smaller particles. The combination of the pre-filter and the fine filter layer increases the dirt-holding capacity and improves oil cleanliness.

The significantly lower pressure drop is also due to an improved design of the supporting and protective fabric. Glass fiber filter media are soft and break under pressure. Wire mesh — typically of steel or stainless steel — provides protection against damage to the internal and external surfaces of the media.
Changes in the tissue structure were also of great importance. In the past, the wires were woven in a linen weave; however, with this type of weave, there was a risk that the wires would become interlocked under pressure and the fold would be completely closed. Today, twill bindings ensure that the filter element folds cannot be completely interlaced. Even under load, the element always maintains a minimum clearance in the fold, which produces efficient filtration with low pressure drop.
Designers benefit in several respects. Filters of the same size have longer filter change intervals, and a higher nominal volume flow. At constant filter change intervals, they can use smaller and more cost-effective filters. This protects the environment and the resources.
Green Hydraulic Fluids
For some years now, the trend has been toward using environmentally friendly fluids in hydraulic systems, e.g. higher refined base oils because of their improved technical properties, such as aging resistance; however, these oils have a lower conductivity. Newer additive packages also significantly influence the conductivity.

In the past, conventional hydraulic oils often contained zinc dithiophosphate (ZDDP), protecting them from wear and corrosion and acting as an antioxidant. Since this component has now been classified as harmful, users have turned to zinc-free oils. The reduction of organometallic additives such as ZDDP lowers the conductivity of oil. Therefore, the elimination of this additive, e.g. in environment-friendly oil, reduces the conductivity and increases the risk of electrostatic charging.
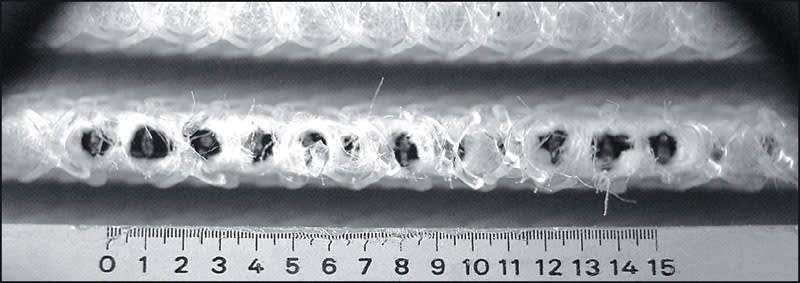
If a non- or low-conductive hydraulic oil flows through a system, an electrostatic charge can be generated at the interfaces between oil and nonconductive surfaces such as filter fleece and hoses. This charge is generated by the rapid separation of two nonconductive surfaces. Filter elements have a large nonconductive surface, and charge buildup increases with increasing flow velocity of the oil. As soon as the charge quantity is large enough, discharges occur in the form of sparkovers.
Conventional filter material could be locally destroyed by discharge flashes and associated high temperatures. This results in holes through which dirt particles can pass unfiltered, leading to increased wear of hydraulic components, and later to malfunctions and to the failure of the machine. The high temperatures of the discharge flashes also contribute to an accelerated oil aging, and eventually to a deterioration of oil properties and the shortening of the oil life. Oil aging-related byproducts reduce the service life of the filter elements. Also, adjacent electronic components can be damaged due to electrical discharges. To avoid such problems, the charges must be balanced.
A special filter element design, such as ARGO-HYTOS Exapor®Spark Protect filter elements, can ensure charge balancing and prevent destructive discharge flashes. Glass fibers in a filter element are themselves not conductive, but, as already mentioned, the inner supporting meshes and the outer protective mesh are made of metal. The special filter elements connect the two mesh fabrics with a pleated metal film. Thus, electrostatic charge can pass through the conductor without a sudden, violent discharge buildup through the material.
Copy Filter Elements
The proliferation of filter element copies is an increasingly worrisome trend in the industry. Suppliers of copy filter elements refer to well-known manufacturers and claim that their products are original production elements with the same performance. In reality, they are usually only dimensional copy filter elements, have inferior filter media, and often have poor quality control. Unfortunately, many users buy such replacement filters because of price and fit, and do not worry about the impact on their machines and equipment.
It is important to note that many filter elements look similar, but in fact represent complex hydraulic components. In addition to parameters such as dirt-holding capacity, filter fineness, and pressure loss, the user should consider other decisive features:
The filtration efficiency of a filter element, which is characterized by the filter fineness, determines the oil cleanliness in a system over the entire service life. The flow fatigue strength of the filter material also ensures the oil cleanliness with changing flow load.
A high dirt-holding capacity provides long filter change intervals, provided that the filter unit has the required flow fatigue strength and is compatible with the hydraulic fluid. An excellent differential pressure stability ensures that the filter elements remain intact and functional during frequent cold starts, which strongly stress the material due to the high viscosity of the hydraulic oil.
The filtration performance of copy filter elements can’t compete with original filter elements on any of these points. To be able to compare original and copy filter elements, one would have to test them on a laboratory test bench under standard conditions. Users often learn the hard way that copy filter elements have only a fraction of the life span of the original filter elements. This means more frequent changes, a greater risk of equipment damage and, ultimately, a higher total cost for the user.
To solve this problem, the current trend is moving away from standard filters to customer-specific filters. By means of functional integration into the filters or by system integration of the filters, e.g. in hydraulic tanks, an entry barrier is created that makes copying difficult because of the very high technical complexity or prevents it due to protective rights. This ensures that original replacement filter elements are always used and the required oil cleanliness is achieved over the entire service life.
System Solutions
Another continuing trend is that hydraulic-filtration manufacturers no longer just supply individual components, but instead deliver complete system solutions. Today’s designers want more than a filter housing — they want everything around the filter, from mounting accessories and connection adapters, to pressure switches and oil condition sensors.
This includes the integration of functions and systems with a particular focus on the reduction of the interfaces, as well as on the production of preassembled and tested functional units. For example, ARGO-HYTOS supplied a customer-specific suction filter that included a pressure control valve for the lubrication circuit, a pressure switch, a temperature sensor, and a modular patented connection system adapted to the user’s installation space situation.
Industry 4.0
The Industrial Internet of Things (IIoT) and Industry 4.0 are not major drivers for filtration technology right now. But the potential to network equipment plants, such as filters, digitally with the cloud offers exciting possibilities. For example, consider the clogging indicator on a filter. Currently an on/off indicator in a tractor can determine whether the filter element is operating normally or if it is clogged; however, an “intelligent” display could be connected to the electronic control of a machine to monitor parameters such as temperature, flow, and motor speed, and possibly track the filter behavior, e.g. during cold start. With a simple algorithm, the user can gain information about whether the system is operating within specified limits, or whether the operation is running outside the specifications, e.g. whether the volume flow is lower or higher than expected. Through these signals, users can gain more complex information and tackle flexible service concepts such as preventive maintenance.
Similar to the technology of some new cars, sensors can monitor parameters such as operating hours, engine speed, oil temperature range, and number of cold starts, and use this data to develop service life software models. Ultimately, the user receives a service indication for the oil or filter change only if it is actually required, instead of changing the filters at regular intervals regardless of the operating cycle.
This technology will be adapted to future filtration systems. The trend to improve machine reliability will continue, and will be supported by the need for information and sophisticated monitoring and control algorithms. Even machines at remote locations are warned of imminent machine damage to prevent unscheduled downtime and reduce operating costs.
This article was written by ARGO-HYTOS Inc., Zug, Switzerland. For more information, Click here .