
Prisms are used in countless optical systems — from the pair of binoculars in your closet to cutting edge targeting systems to retroreflectors on the Moon. In modern, high-end optical systems, precision optics may be required that push the envelope of manufacturability within given cost constraints. Prisms are an integral component in many of these systems and often require manual fabrication in small quantities; however, they save space, mounting time, and materials, presenting opportunities as well as challenges for optical system designers.
In their most basic form, prisms are essentially solid pieces of glass with polished faces that have been crafted into more geometrically — and optically — meaningful shapes. Prisms can have many different functions depending on the position, number, and angles of its faces. For example, we have all learned from Newton that an Equilateral Prism is capable of splitting white light into all of the colors of the spectrum. These prisms are called dispersive prisms, and they are integral to instruments such as spectrometers and refractometers.
Perhaps the most common uses for prisms, however, are as replacements for mirror assemblies. Mirrors and prisms can both be used to correct image orientation, to divert light into different angles or around obstacles, to split or combine beams of light, or simply to “fold” optical systems into physically smaller spaces. All reflective prisms have a mirror equivalent, but prisms can offer distinct advantages over mirrors. Rather than using multiple mirrors in various cumbersome, imprecise mounting fixtures, one could often simply use a single prism. Such a substitution may result in a decrease in alignment issues, size, and maintenance, all with an overall increase in accuracy and simplicity. For example, Porro Prisms inside many binoculars take the place of an equivalent four-mirror system per eye. Many prisms do not even require a mirror coating to offer the same reflections as a mirror would provide. Not requiring such mirror coatings (or multiple mirrors) can often result in increased system efficiency.
To be used successfully in a variety of different applications, prisms must be manufactured to a high degree of accuracy and tolerance. As such, the prism manufacturing process is quite complicated. Prism manufacturing is appreciably different from other kinds of optical component manufacturing, which, in turn, is appreciably different from any other industrial manufacturing. Most modern manufacturing processes are highly automated. While lenses, mirrors, and other optical components are the beneficiaries of some forms of automation, prisms are not quite as lucky. Not only do prisms come in a wider variety of shapes and sizes compared to other optics, they almost always have many more surfaces. The more surfaces an optic has, the more operations and iterations must be performed for a given process. The virtually infinite number of possible prism configurations makes large-scale automation all but impossible. Most precision prism orders are also for quantities that are much too low to warrant implementation of unique automated processes.
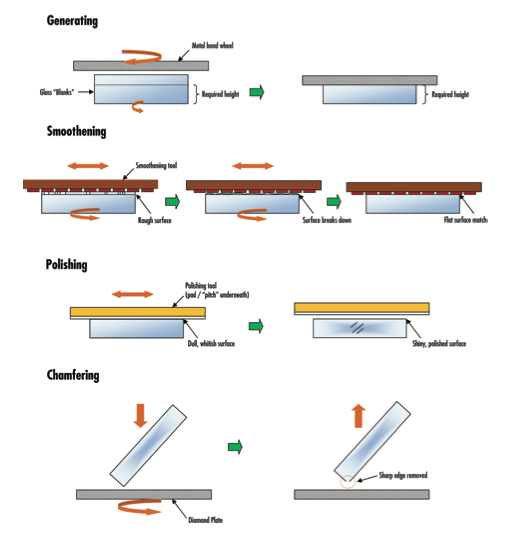
 The first step in manufacturing a given prism is to obtain a block of glass (a pressed “blank”) of the specified grade and glass type (Figure 1). This block of glass is then roughly generated to near-finished overall dimensions by a metal diamond bonded wheel. In this manner, a considerable amount of glass is quickly removed from the specific side being worked on first. After generating, the surfaces are now flat but still very rough. The next step is smoothening, which is an abrasive fine grinding process that removes sub-surface fractures from the glass surface. Scratches and cutting marks left over from the rough generating stage are also removed during the fine grinding stage. While the finish will be smooth after this step, the glass will appear visibly cloudy and dull.
The first step in manufacturing a given prism is to obtain a block of glass (a pressed “blank”) of the specified grade and glass type (Figure 1). This block of glass is then roughly generated to near-finished overall dimensions by a metal diamond bonded wheel. In this manner, a considerable amount of glass is quickly removed from the specific side being worked on first. After generating, the surfaces are now flat but still very rough. The next step is smoothening, which is an abrasive fine grinding process that removes sub-surface fractures from the glass surface. Scratches and cutting marks left over from the rough generating stage are also removed during the fine grinding stage. While the finish will be smooth after this step, the glass will appear visibly cloudy and dull.
In order to finish the surfaces to the specifications required, the prism faces will be polished. The prism is rubbed firmly against a polyurethane polisher that is wet with optical polishing compound, called “slurry”, such as pumice or cerium oxide mixed with water. Polishing time scales with more stringent surface quality specifications. Just as in the preceding stages, the glass must be kept wet to aid in material removal and to prevent overheating.
After polishing all surfaces to the correct surface accuracy, the prism’s sharp edges are manually pressed against a spinning diamond plate to be ground off slightly in a process known as chamfering. After chamfering, the prism is cleaned, inspected, and perhaps given various optical coatings to further facilitate light transmission and/or reflection.
Although the overall process sounds simple, it is actually very time consuming and difficult for a variety of reasons. Married with the absence of large-scale automation is the increased dependence on skilled manual labor. Throughout the iterations of generating, smoothening, and polishing, the prisms must be properly oriented, arranged, and secured in place over and over again for each face that must be worked.
There are two different methods to secure prisms to fixtures: blocking and contacting. Blocking is for less critical work and involves arranging the prisms in metal jigs using hot wax. Contacting is used for critical work where the dimensional uncertainty of wax or an adhesive is unacceptable. Contacting is a room-temperature bonding process where two clean glass surfaces are adhered together through molecular attraction without the use of adhesive. With contacting, the optician can grind and polish the face to specification knowing that there is zero dimension between the prism and the contact block. Blocking and contacting prisms prior to working on the different faces in each of the main stages is done completely by hand, which requires both skill and experience.
Since the amount of time spent blocking or contacting the prisms prior to the next process depends directly on the overall number of surfaces that need to be worked, one begins to see that prism manufacturing is extremely labor-intensive. Constant manual inspection of the prisms at various stages of the production cycle is another time consuming necessity. Edge chamfering, as previously mentioned, is also completed solely by skilled human hands. The prisms also have a combination of automated and manual cleaning in between stages, which is mandatory because of the inherent messy nature of fabrication.
As a direct result of this lack of large-scale automation and the need for skilled manual labor, prisms that require a large number of process iterations or have complicated specifications become more and more cost prohibitive. Some of the most difficult prisms to manufacture are small prisms with very tight dimensional, angular, and surface constraints. Any small deviation in values during fabrication, which can be caused by either human or machine error, can lead to the runaway loss of both dimensional and angular control. Such errors — and the resulting rejects — are caught by in-process quality controls and are subsequently corrected, but the ever-looming unpredictability and cost increases remain.
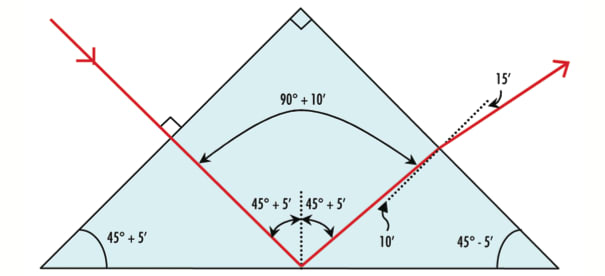
Certain applications may demand very difficult and expensive specifications. For example, high power laser applications require nearly flawless glass. Any bubbles or inclusions in the glass could lead to preferential absorption and heat build-up, which could ultimately burn or crack the glass. Surface quality is essential for imaging applications that have internal image planes near a prism’s surface. In this case, any surface defect could show up in the final image. Yet another example is a theodolite, a surveying instrument for measuring angles, which may use multiple right angle prisms. A tight angle tolerance is crucial for such a system, as angle errors can quickly become compounded, with multiple reflections and refraction of non- normal incident light (Figure 2).
A high-precision prism may be critical to a certain demanding application, whether the designer realizes it or not. As such, many optical designers find themselves caught in a difficult situation. On one hand, the designer may unknowingly under-specify a prism for a given application when a higher precision is actually needed. On the other hand, the designer may realize the need for tight specification requirements, but grossly underestimate the manufacturing cost. Higher precision means more polishing time, more time spent measuring and inspecting, and potentially, even more time correcting parts or fixing tooling.
High-precision prism manufacturing involves much more time, effort, knowledge, skills, and manpower than one might think. There are precious few prism manufacturing facilities in the world that are able to consistently achieve certain high levels of precision at reasonable price points. In any case, the appropriate specification of an oft-neglected prism could very well prove principal to the success of your next optical system.
This article was written by Andrew Lynch, Applications Engineer, Edmund Optics (Barrington, NJ). For more information, contact Mr. Lynch at