
High-power fiber lasers have become increasingly indispensable tools in automotive manufacturing over the past two decades. They are now widely deployed in welding and brazing applications for body-in-white, powertrains, engine components, and more.
But the rise of e-mobility brings a new set of manufacturing challenges to the automotive industry that traditional fiber lasers can’t always meet. Examples include welding very thin or heat-sensitive materials and joining dissimilar materials. Plus, the demands of e-mobility production — for higher throughput, tighter tolerances, and near-zero defect rates — require more advanced welding solutions than ever before.
Two key technologies have stepped in to meet these needs. The first is single-mode, dual-beam fiber lasers. The second is real-time, in-process laser weld measurement and verification tools.
The E-Mobility Welding Challenge
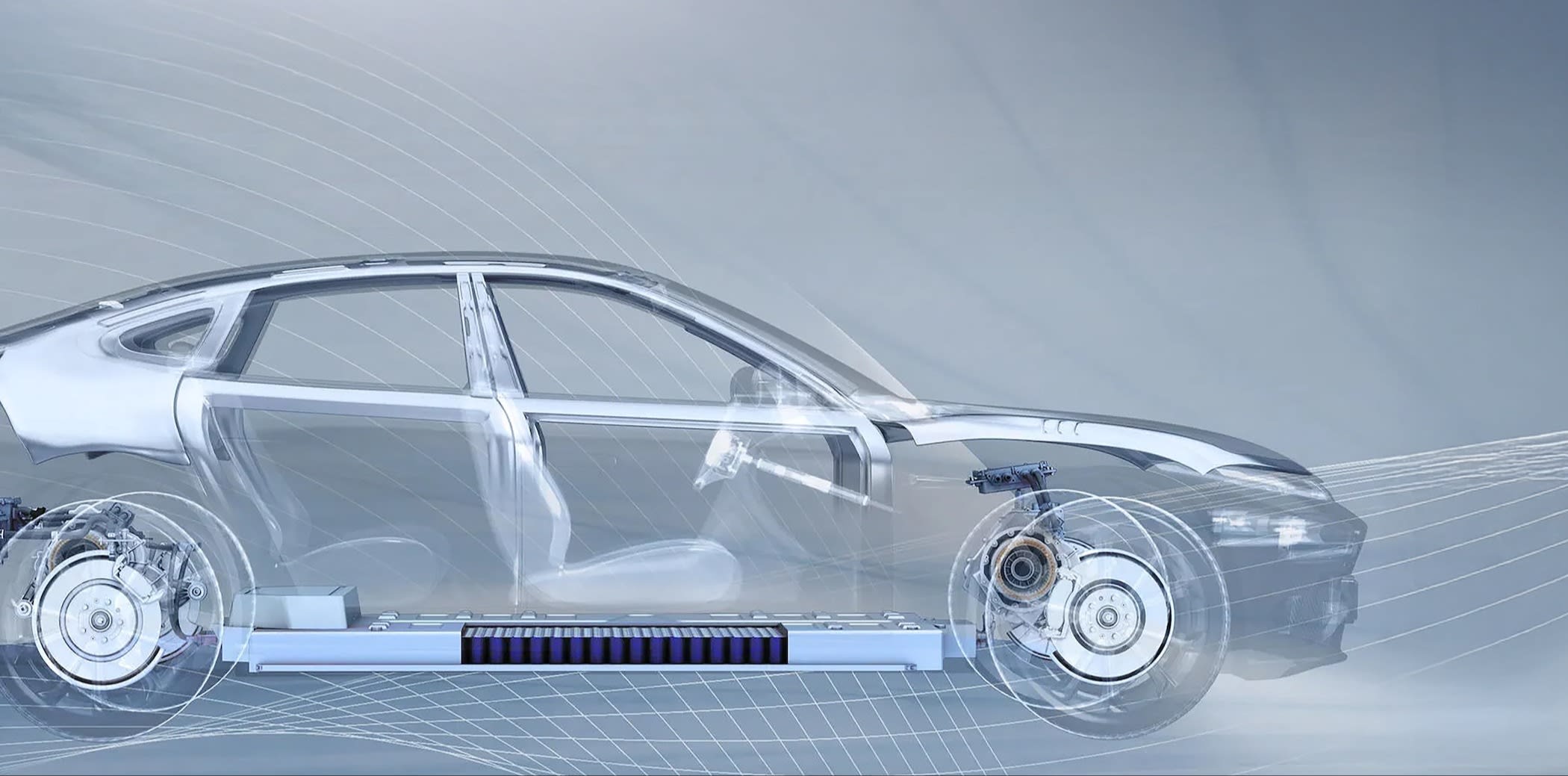
E-mobility manufacturing involves numerous precision welding tasks. Among the most important are cell-to-busbar connections, battery lid-to-can welding, busbar-to-busbar joints, and electric motor hairpin welding.
These applications often involve materials like copper, aluminum and steel (bare or nickel-plated), sometimes in dissimilar combinations, and typically with material thicknesses well below 1 mm. Many of these joints must be made in large volumes — literally millions per year.
Despite their apparent diversity, these applications often share a common set of underlying requirements. These include a need for welds to exhibit sufficient mechanical strength, electrical conductivity, and thermal performance, as well as to provide a hermetic seal. Minimal spatter production during the welding process itself is also often important. In addition, high process throughput, consistency, and traceability are almost universally necessary.
Meeting these needs places several demands on the laser source. First, it must provide sufficient power to support the required process speed and ensure adequate material penetration (especially for thicker or multi-layer parts).

But equally important is having the ability to precisely control how laser energy is applied to the workpiece. This means managing both the spatial distribution of laser energy as well as its delivery over time. This control is necessary to avoid defects like under- or over-penetration, and to minimize heat input in delicate part areas.
However, even with an optimal laser source, it’s still necessary to ensure that the desired weld quality has, in fact, been achieved. With hundreds or thousands of welds per battery, even a single bad connection can lead to costly rework, or worse, a failed product in the field. Weld failures can also pose serious safety risks.
All this makes reliable, inline weld monitoring and verification a vital tool. It forms the foundation for achieving consistent, high-yield, zero-defect manufacturing at scale.
Dual-Beam Laser Technology
Over the past several years, dual-beam laser technology has been identified as the most effective approach for delivering the combination of power and precision required for many e-mobility welding tasks. Currently in use by several electric vehicle manufacturers, IPG Photonics Adjustable Mode Beam (AMB) lasers are one example of this technology.
AMB lasers output a central, round beam surrounded by a concentric, annular ring beam. The power in the center and ring beams can be varied independently.
For keyhole welding (which is widely employed throughout e-mobility) this dual-beam configuration offers significantly greater control over melt pool dynamics than a single focused spot. By properly adjusting the power in the core and ring beams, the sharp thermal gradients typical of keyhole welding can be softened into more gradual transitions.
The ring beam can be used to preheat the area surrounding the keyhole, reducing thermal gradients and stabilizing pressure inside the weld. This provides a smoother path for vapor to escape, resulting in a less turbulent keyhole, reduced spatter, and improved process consistency. The extended ring beam also moderates the cooling rate on the trailing edge, promoting more uniform grain growth and reducing the risk of hot cracking in aluminum.
This improves welding results with challenging materials like copper and aluminum, or dissimilar metal interfaces — common in e-mobility welding. These materials are highly reflective and prone to issues such as spatter, porosity, and unstable keyhole formation when relying on conventional single-beam welding.
For many e-mobility welding tasks, it’s also necessary to use an AMB laser with a single‑mode central beam. High mode quality enables the laser to be focused to a very small spot resulting in high energy density. This permits the laser to rapidly initiate a weld, even in highly reflective metals, while minimizing the heat-affected zone.
This combination of power, precision, and tunable beam shaping makes single-mode, dual-beam lasers uniquely capable of meeting the speed and quality demands of modern e‑mobility welding tasks. They have already proven to reduce defects, suppress cracking in aluminum alloys, and minimize intermetallic formation in dissimilar joints, enabling higher welding speeds without sacrificing quality.
Advanced Weld Monitoring and Measurement
A variety of laser weld monitoring tools have long been used by manufacturers across industries to help ensure weld quality. Examples include optical emission spectroscopy, acoustic sensors, thermal imaging, and white-light vision systems.
While these methods can each detect certain process anomalies, they all share one critical limitation. None of them directly measure the single most important parameter — weld penetration depth.
Instead, they mostly rely on indirect signals and statistical comparison to an ideal reference. This approach works well until something in the process shifts. A slight change in beam alignment or material can throw off the correlation, resulting in false positives, undetected defects, or both. Over time, this uncertainty leads to unnecessarily high scrap rates and costly rework.
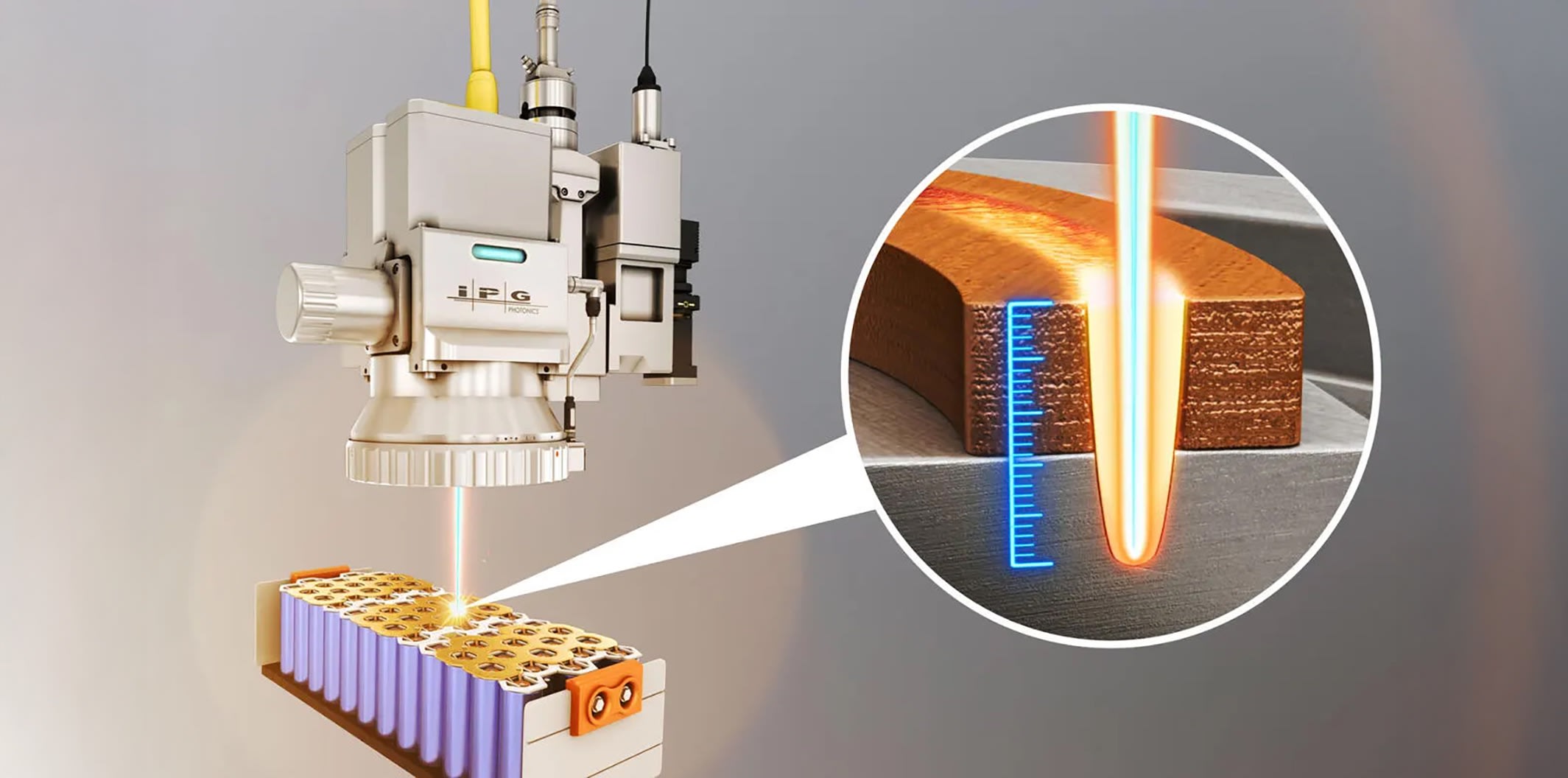
Inline coherent imaging (ICI), a type of optical coherence tomography (OCT), was developed specifically to address the limitations of legacy monitoring techniques. The approach was invented by Laser Depth Dynamics (LDD), now part of IPG Photonics, and it powers the LDD subsystems integrated into many e-mobility production lines.
ICI utilizes a low-power, near-infrared beam delivered directly through the process head optics. This measurement beam enters the keyhole cavity and reflects off its bottom. Interferometry is then used to measure keyhole depth in real time with micron-level accuracy. ICI can operate successfully even through the narrow, high-aspect-ratio geometries typical of single-mode welding.
ICI provides direct measurement of every weld in real time. Underpenetrated welds are identified as soon as they occur and can be flagged for rework. Welds with overpenetration can be noted. Thus, the problem of pseudo-scrap is virtually eliminated. It allows the manufacturer to decide if the part should be passed or scrapped right away — before further value is built into it.
In addition to penetration depth, an appropriately configured ICI laser weld measurement system can also track part height, weld seam shape, and alignment. The result is a more intelligent, data-driven process that supports higher yields and continuous improvement at production scale.
Significant Practical Gains
As electric vehicle designs change and production targets grow even more aggressive, advanced laser welding technologies have continued to evolve to help manufacturers be more efficient and stay competitive.
These laser welding technologies are not theoretical — they are in use by many battery and electric vehicle manufacturers of all sizes around the world. And they have produced significant practical gains on the production floor, including improvements in welding speeds with decreased spatter, less time spent on rework, more consistent penetration, and reduced scrap rates.
But the best results come from partnering with laser welding experts who can provide guidance on everything from the selecting the best equipment and ideal laser parameters to optimized part designs and process flows. Getting started is often as easy as sending part specifications or a sample for evaluation to a trusted laser welding solutions provider.
This article was written by Jeff Rollings, E-mobility Business Development Manager, North America, IPG Photonics (Marlborough, MA). For more information, visit here .
Transcript
No transcript is available for this video.