
When ambient light hits displays, it causes unwanted reflections, which adversely affects readability. This is a nuisance for users; however, it can be prevented with optical adhesives.
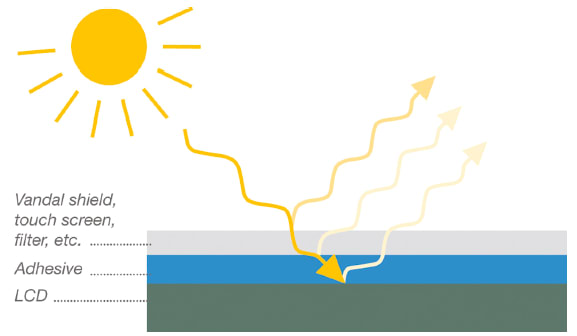
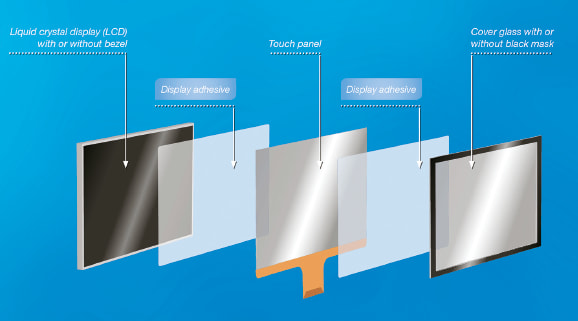
In display bonding, cover glass is fixed to the surface of a display (usually an LCD) using an optically clear adhesive. This adhesive stops dust and condensed water from going behind the cover glass as well as increases the shock resistance of the display – making it more stable if knocked into or dropped on the ground. In addition, the adhesive has a refractive index that is adapted to reduce solar reflections by up to 66%.
Because of the advantages adhesives offer, display bonding, which was first used in the consumer electronics industry, is now becoming increasingly important in the industrial sector and automotive field. Many companies are in the process of qualifying suitable materials; however, there remains some uncertainty about what to choose because of the variety of options available.
Adhesives or Tapes?
If a manufacturer wants to bond displays, they first must decide between tapes or adhesives. The main advantage of tapes is that they are easy to use because the process is “clean.” In contrast, the use of liquid adhesive does require more experience, but offers many advantages that tapes do not.
Liquid adhesives have a higher particle tolerance. In other words, small particles that get into the adhesive layer during bonding – even in a clean environment – “sink” into the liquid adhesive.
This means that the particles are less visible compared to those that may get trapped under tapes. These “blemishes” will be magnified under tapes and not blend in like they do with liquid adhesives.
Liquid adhesives compensate for production tolerances such as surface irregularities on a display bezel. They also connect seamlessly with the black mask of the cover glass and only allow the use of curved cover glass and flat displays.
Tapes, on the other hand, regularly lead to small air bubbles on the screen-printed edges because they cannot fully cover the contour of the edge, resulting in trapped air. Removing unavoidable bubbles caused by the taping process in an autoclave is often a tedious process, but this is redundant with liquid adhesives if used correctly since bubbles do not form in the first place.
Liquid adhesives also enable individual components to be aligned after joining, which is not possible with tapes, and they are more flexible to work with during production. A whole range of display sizes can be produced with liquid adhesives using the same equipment, while tapes have to be stored in pre-arranged and pre-cut sizes.
Acrylates and Silicones with Excellent Product Features
Once a manufacturer has decided to use a liquid adhesive for a particular application, they need to make another decision. Both silicones (either UV-curable or two-component systems) and acrylates (light- or light- and humidity-curing) may be suitable because of their optical and mechanical characteristics.
We will not be considering UV silicones separately. Although the production process with them can be designed in a similarly efficient way as with acrylates, they do not offer any additional advantages. They still have the disadvantage of being a PWIS (paint-wetting impairment substance) which some manufacturers, particularly in the automotive industry, want to avoid in production due to potential problems in subsequent paint, bonding, or printing processes.
It is worth noting that these effects do not necessarily need to happen for displays. Problems with strong outgassing can also arise with other products assembled in proximity of the display.
If the transparency and yellowing of silicones and acrylates is considered, particularly under the influence of temperature, there are barely any perceivable differences in application-specific conditions in the industrial and automotive field; either of them delivers excellent optical results.
The adhesive must be extremely soft so that no image defects caused by tensions, otherwise known as “Mura effects,” occur. This is where the silicones are just that little bit ahead of acrylates because they are softer, particularly when compared to dual light- and humidity-curing acrylates. Regardless of the adhesive used, its suitability must still be verified in all suitability and storage tests.
In terms of adhesion, the acrylates have the advantage. In low temperatures, they achieve higher values and avoid delamination in a cold environment. So while the race is relatively evenly matched in terms of product characteristics, the production processes differ significantly.

Big Differences in the Production Process
Complete curing of the adhesive is essential for a high degree of process reliability. With two-component silicones, this is the case even in covered areas, like under the black mask we mentioned earlier, provided the components have been mixed correctly – a step in the process that cannot be underestimated. Matters can become complicated during this process by the platinum catalyst used, which reacts very sensitively to contamination and can impede correct curing.
In contrast, any mixing problems can be ruled out with one-component acrylates. One disadvantage of pure UV acrylates is that they don’t fully cure in shadowed areas where light can’t reach. Things are different with dual light- and humidity-curing acrylates. Because of the additional humidity curing, they exhibit more reliable curing in the shadows, like two-component silicones.
If the curing of silicones is accelerated with heat, as is frequently the case, the production process is finished as soon as the components are removed from the oven. This is consistent with the wishes of many users for a process defined as completed within production.
In the case of dual-curing acrylates, completion takes longer because of the additional humidity cure. However, users should ask themselves whether this really is a disadvantage in practical terms. Ultimately, the components can be processed further immediately after light curing and complete curing than takes place in the later process steps or during storage.
An argument occasionally quoted in favor of silicones is that they are well established and that a lot of users have more experience with them than with acrylates. In contrast, the improvements with acrylates regarding dual-curing options, temperature usage, or non-yellowing that have taken place in recent years remain unknown to a lot of users. The extent to which this is relevant in practice is hard to assess; that’s why we recommend using an objective comparison.
Speed Wins
Clear differences exist between the two product groups when it comes to process speed. High-volume production is significantly faster and simpler with UV acrylates; cycle times of a few minutes are becoming possible. Two-component silicones, after mixing, typically have processing times ranging from a few minutes up to several hours. In order to achieve acceptable production speeds, curing is therefore frequently carried out in ovens, which requires a batch process.
On the cost side, two-component silicones are better at first glance, considering their lower per-kilo price. But they require significantly greater investment in facilities. While acrylates only need lamps for the curing process, silicones require mixing facilities and ovens. Silicones are also often joined under a vacuum, requiring additional machines. A process using acrylates, in contrast, requires less space, significantly less power, and is therefore more environmentally friendly and resource-efficient.
Acrylates allow for the integration of quality control into the inline-process, which also saves on cost. Acrylates only cure when exposed to light. Any problems that occur during the process can be easily responded to before exposure to light, but in the case of silicones curing cannot be halted.
Optical Bonding Is an Important Element
Optical bonding is an important element for an improved user experience and more robust displays. Particularly where large production quantities are required, UV and dual-curing acrylates with their combination of light curing and a lack of PWIS might be the best option. They combine good product characteristics with a high production speed, and a high degree of reliability in the display production itself and in subsequent processes.
This article was written by Dr. Daniel Lenssen, Product Manager, DELO Adhesives (Sudbury, MA). For more information, contact Dr. Lenssen at