Low-density, ablative thermal-protection panels can be made by impregnating fibrous ceramic substrates with organic polymers. With proper design and fabrication, these panels can protect temporarily against temperatures up to 3,500 °C or heat fluxes up to 16 MW/m2.
Like ablative thermal-protection panels of older types made of other combinations of materials, the panels of the present type absorb and dissipate incident heat through depolymerization and charring of resins, transpiration (blowing of gaseous pyrolysis products from boundary layers), and radiation from charred surface layers. In comparison with panels of older types, the panels of this type are more porous; thus, gaseous pyrolysis products can percolate more freely. The panels of the present type also dissipate heat through additional mechanisms that can include vaporization of ceramic fibers and radiation from the heated surfaces of the ceramic substrates.
At a heat flux in the approximate range of 1 to 2.5 MW/m2, the surface layer that forms on a typical panel of the present type includes not only a char formed by decomposition of the organic material but also the coalesced ends of ceramic fibers. The resulting char layer that builds up on the surface is stronger than are the char layers that build up on ablative thermal-protection panels of older types, and the surface-recession rate for this panel is therefore lower.
At a heat flux in the approximate range of 4.3 to 16 MW/m2, the panel dissipates incident heat almost entirely by reradiation and micro spallation or evaporation of the ceramic substrate. The combination of a resin that has a high char yield and a substrate that has a high melting temperature enables the panel to reradiate heat efficiently from the heated surface without undergoing melting or significant mechanical failure.
Fibrous substrates for these panels can be made of any of a variety of ceramic materials; for example, silica (mentioned above), zirconia, boria, hafnia, or silicon carbide, to name a few. Organic materials suitable for infiltration into the substrates include thermoplastic and thermosetting resins. Substrates can be impregnated evenly throughout their thicknesses; alternatively, by suitable design of infiltration processes, one can obtain gradients in the densities of the polymers.
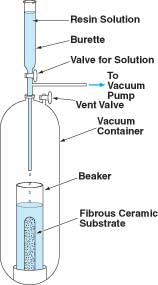
The figure illustrates an apparatus and process for impregnating a ceramic substrate with a resin. The burette on top of the vacuum chamber is initially filled with a resin solution. Also initially, the beaker in the vacuum container is empty. The substrate is placed in the beaker, then the chamber is evacuated, then the solution is allowed to flow into the beaker until the substrate is entirely immersed. Then the chamber is disconnected from the vacuum pump and vented to the atmosphere, forcing the solution into the interstices of the substrate.
Next, the impregnated substrate is removed from the beaker and subjected to further processing that depends on the type of resin and the desired uniformity or gradient of density; for example, to achieve even impregnation with a thermoplastic resin, the substrate can be dried slowly in air. When processing is complete, the fibers are coated with a polymer. Typically, the resulting panel has a void volume fraction between 85 and 93 percent, a density between 0.17 and 0.3 g/cm3, and a resin content between 30 and 60 weight percent.
This work was done by Huy K. Tran, William D. Henline, Ming-ta S. Hsu, Daniel J. Rasky, and Salvatore R. Riccitiello of Ames Research Center. For further information, access the Technical Support Package (TSP) free on-line at www.nasatech.com/tsp under the Materials category.
This invention has been patented by NASA (U.S. Patent No. 5,672,389). Inquiries concerning nonexclusive or exclusive license for its commercial development should be addressed to
the Patent Counsel,
Ames Research Center,
(650) 604-5104.
Refer to: ARC-12011-2.