
A microwave-heating technique has been developed for making a braze joint (1) between a tungsten carbide support and a surface layer of polycrystalline diamond or, alternatively, (2) between a tungsten carbide support and a relatively thin tungsten carbide backing layer with polycrystalline diamond on its working surface. The technique would be used to fabricate diamond-covered cutting tool bits. Such bits could be used, for example, to drill geothermal wells and would be improved versions of some of the diamond-covered bits now used to drill oil and gas wells. Whereas the braze joints of the oil-and-gas-well versions become weakened at temperatures ≥ 700°C, the braze joints of the improved drill bits would be designed to withstand hard-rock-drilling temperatures up to 900 °C.
The major problem in fabricating the improved drill bits is to use higher-melting-temperature brazing materials and to heat the braze joints accordingly to effect brazing, without overheating the diamond. "Overheating" in this context means heating to a temperature ≥1,200°C, causing the diamond to become graphitized and thereby to lose resistance to wear. The basic idea of this technique is to utilize the selective heating characteristics of microwaves to develop the required brazing temperature without overheating the diamond. Selective heating would be possible because the commercially fabricated diamond is a very good absorber of microwaves, while the proposed brazing materials would be moderate to good absorbers.
The proposed microwave-technique is related to microwave-heating techniques described in two prior articles in NASA Tech Briefs; "Selective Microwave Heating of Thin-Film Heterostructures" (NPO-19402), Vol. 21, No. 3 (March 1997), page 16a and "Microwave-Induced Combustion Synthesis of Ceramic/Metal Composites" (NPO-19637) Vol. 21, No. 5 (May 1997), page 26. The temperature of the layer of brazing material ("braze interlayer") in a given case would depend on the microwave energy absorbed, on conductive and radiative transfer of heat between this layer and the adjacent substrate and diamond layers, and on thermal radiation from the diamond surface layer to free space.
Experience teaches that the best capillary action and shear strengths in braze joints on diamond/tungsten carbide tool bits are achieved with fillets of 0.08 to 0.8 mm, and that braze interlayers should be thick enough (at least 0.02 mm) to relieve stresses caused by differential thermal expansion between diamond and tungsten carbide. The brazing material must be able, at the brazing temperature, to wet or diffuse into both the diamond surface layer and the tungsten carbide substrate or into the tungsten carbide backing layer and tungsten carbide substrate, as the case may be.
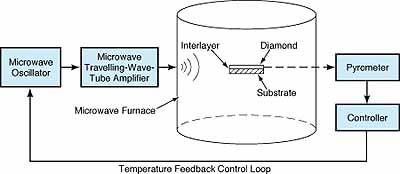
In preparation for a typical fabrication process according to this technique, a diamond disk 2 to 3 mm thick is placed on top of a braze interlayer 0.08 to 0.8 mm thick on top of a tungsten carbide substrate. This assembly of components is mounted in a region of strong electric field in a microwave processing chamber. A pyrometer is focused on the diamond surface layer; during the subsequent microwave heating, the output of the pyrometer is used to monitor the temperature of the diamond, and is used as a feedback signal to control the microwave power to achieve the desired brazing temperature. The dimensions of the braze interlayer, the components to be brazed, and the process tooling are chosen, along with the temperature-vs.-time heating curve, to obtain the strongest possible braze joint with minimal residual stress from differential thermal expansion.
The braze interlayer could consist of a foil of a braze filler metal. Alternatively, the braze interlayer could be made of a combustion-synthesis compound, in which case microwave heating would be used to ignite a combustion wavefront with temperatures of thousands of degrees. When this wavefront reached the interfaces with the adjacent backing and substrate layers, it would provide sufficient local heating to form the desired braze joint.
This work was done by Martin Barmatz and Henry W. Jackson of Caltech and Robert P. Radtke of Technology International Inc. for NASA's Jet Propulsion Laboratory. In accordance with Public Law 96-517, the contractor has elected to retain title to this invention. Inquiries concerning rights for its commercial use should be addressed to
Technology Reporting Office
JPL
Mail Stop 122-116
4800 Oak Grove Drive
Pasadena, CA 91109
(818) 354-2240
Refer to NPO-20080
This Brief includes a Technical Support Package (TSP).
Microwave brazing of polycrystalline diamond onto drill bits.
(reference NPO20080) is currently available for download from the TSP library.
Don't have an account?
Overview
The document outlines a novel microwave brazing technique developed by Martin Barmatz, Henry W. Jackson, and Robert P. Radtke for NASA's Jet Propulsion Laboratory, aimed at enhancing the bonding of polycrystalline diamond to tungsten carbide substrates in drill bits. This innovation addresses significant challenges faced in geothermal drilling, particularly when dealing with harder rock formations and high-temperature gradients that can reach up to 900 °C.
Traditional methods of attaching diamond components to tungsten carbide substrates, such as furnace heating or induction brazing, have limitations. These methods typically involve heating all components to 800-900 °C, which risks damaging the diamond due to graphitization if temperatures exceed 1200 °C. The document highlights that current drill bits fail at temperatures above 700 °C due to a dramatic reduction in shear strength at the braze joint, leading to increased drilling costs and reduced efficiency.
The proposed microwave brazing technique allows for selective heating of the interlayer composition, which can be a thin braze filler metal or a combustion synthesis compound. This method utilizes a microwave processing chamber where a diamond disk is placed on a braze interlayer atop a tungsten carbide substrate. The process involves monitoring the diamond's temperature with a pyrometer to control the microwave power, ensuring optimal brazing temperatures are achieved without damaging the diamond.
Additionally, the document discusses the incorporation of pressure during the heating process. By applying constant pressure to the components, the softening of the interlayer can be monitored, allowing for adjustments to enhance the brazing process. This careful control of temperature and pressure aims to produce the strongest possible braze joint while minimizing residual stress from thermal expansion.
The document emphasizes the potential of this technology to create drill bits with improved shear strength and durability, making them more effective for high-temperature applications in hard rock drilling. The innovation represents a significant advancement in materials science and engineering, with implications for various industries reliant on high-performance cutting tools.
In summary, this microwave brazing technique offers a promising solution to the limitations of traditional brazing methods, paving the way for more efficient and durable drilling tools in challenging environments.