
Lasers are now used to micromachine virtually every type of material, including metals, plastics, glass, and ceramics. Micromachining is a highly diverse market that uses flash-pumped, diode-pumped solid-state (DPSS), and excimer lasers. Excimer lasers provide more average power at shorter wavelengths, enabling more precise micromachining, but as DPSS lasers have added increased average output power to their lower acquisition and operation costs, small footprint, improved mode operation, and high-repetition pulse rate, DPSS systems are grabbing a larger share of the micromachining market.
As DPSS lasers find themselves in a wider number and variety of applications, it is causing manufacturers to reevaluate how they design these laser sources to meet the application-specific needs of micromachining, which change with material type and micromachining process. The result is a split in DPSS lasers to include standardized systems built for volume applications, and modular designs that provide the level of customization micromachining applications require, without excessive non-reccurring engineering costs.
DPSS Upgrade
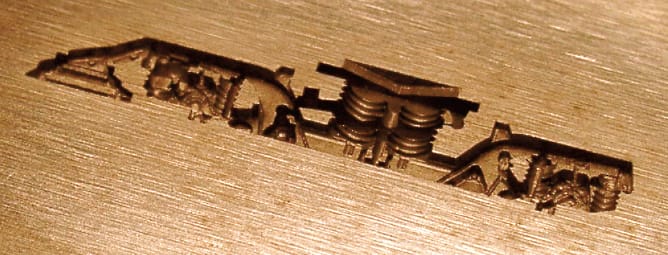
An interesting niche application for laser micromachining involves creating precision mold forms for small parts by three-dimensional (3D) micromachining, or 3D ablation. Lasertec (Dublin, Ireland), a company recently acquired by the Sauer division of Gildemeister (Bielefeld, Germany), manufactures a workstation intended for the production of precision molds and dies, mainly from stainless steel, carbide steel, and ceramic. These molds are then used to produce large numbers of plastic parts for toys (most notably model trains), electronic plugs, and connectors. These parts may have overall dimensions as large as 300 × 200 mm, but are often smaller than 10 mm. From a laser micromachining viewpoint, this is a somewhat unusual application because these small molds are high-value products used to create many thousands of parts. The dominant process parameters are surface finish and dimensional precision more than process speed, which is a secondary issue.
In practice, the engineer first designs a mold using conventional CAD software package. Once the design is finalized, the data is exported in a standard triangle format — the same format used in laser sintering. In this format, the data is divided into thin layers with thicknesses between 0.5 and 5 μm, depending on the desired surface quality (roughness). These layers are defined by a polygonal surface mesh consisting of triangular facets. The workstation then etches each successive layer by use of a focused laser beam.
To start the system, the operator mounts a blank material on an X-Y stage, which moves the mold in two dimensions (2D) relative to the focused laser beam. The beam is vector scanned over the substrate using twin-axis galvanometer mirrors (θX, θY). A fifth degree of motion is provided by a Z-shifter that moves the focus position of the final beam delivery lens, which is mounted on a linear scanner. This enables shapes such as balls and spheres to be created. In addition, the beam delivery system is set up to allow the beam to be inclined relative to the workpiece at angles up to ±20°. This enables the system to create pockets with vertical walls.
Zero-Mode Precision

When Lasertec first began making laser-based systems for mold-form generation, they initially used a lamp-pumped solid-state laser. As the power of DPSS lasers increased, the company investigated all-solid-state technology. Some of the reasons for the switch to DPSS lasers were their small footprint, low-thermal load, superior pointing stability, high-wall-plug efficiency, and long maintenance intervals, but a major reason was the goal of improving the surface roughness and precision of the molds. This proved possible by switching to an end-pumped Nd:YVO4 laser. This specific type of laser emits all of its power in the TEM00 mode, with an output profile that is stable over many thousands of hours.
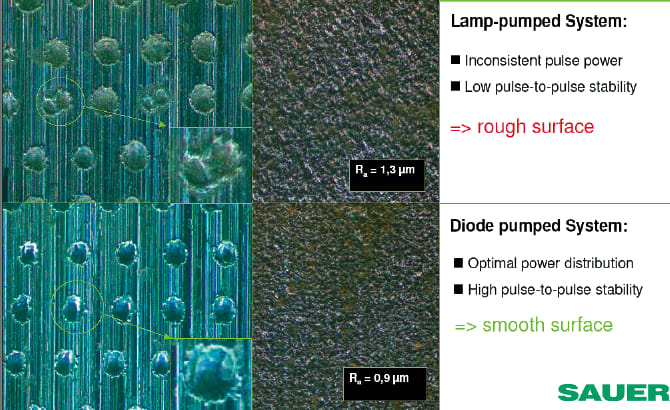
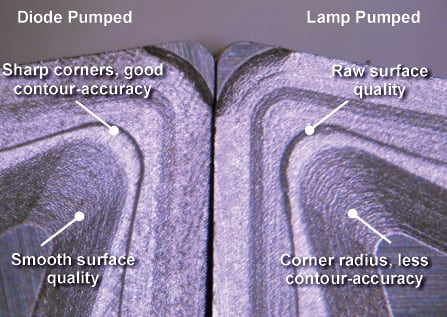
In contrast, the output of lamp-pumped lasers is typically multi-mode, and this mode-structure changes with time as the lamps age. The negative effects of higher-order-output modes on surface quality are illustrated in Figure 1. An end-pumped DPSS laser is also capable of excellent (1.5 percent RMS) pulse-to-pulse stability, which is another factor contributing to the 50 percent improvement in observed surface quality as well as improved contour accuracy (see Figure 2).
In addition, prior experience indicated that for a given laser power, superior surface quality and process control are obtained with a high-repetition rate and modest pulse energy. This is because it is better to remove a small amount of material with each pulse when surface quality is the prime consideration. A DPSS laser can be optimized for pulse-repetition rates as high as 100 kHz and can be operated at even higher rates, whereas lamp-pumped lasers were limited to 40 kHz. Therefore, the end-pumped DPSS laser is a more precise and stable tool for producing small features and filigree-type structures.
In order to determine what other characteristics the optimum DPSS source should possess for this application, the process was first investigated in an applications lab setting. This was accomplished using a flexible laser (Coherent PRISMA) rated at 15 W, which could be configured for different output performance characteristics, most notably pulse duration and pulse-repetition rate. Production lasers were then built to deliver the optimum pulse duration for this application.
In terms of beam delivery, with a laser output power of 15 W, the best results are obtained with a laser spot size of 30 to 40 μm. A repetition rate of 100 kHz then leads to a material removal rate of 0.1 mm3/minute. Depending on the part complexity and size, a typical mold for a model train component takes around 24 hours to produce at this ablation rate.
One final feature merits brief mention for completeness: With lamp-pumped lasers and slower pulsing rates, a mechanical shutter was used to switch the laser power off as the beam is scanned across the workpiece. With the 100 kHz DPSS laser, standard mechanical shutters are too slow to take advantage of the faster pulsing rate. Instead, the laser is equipped with an ultra-high-speed shutter, which enables the beam to be vector scanned at speeds in the 500-800 mm/s range, while maintaining maximum spatial resolution.
Modular Customization
Lasertec was able to move to a DPSS source with limited engineering costs because of a new DPSS manufacturing model. As the example shows, laser micromachining source optimization requires an application-specific set of laser operating characteristics defined by parameters such as power, wavelength, pulse duration, and repetition rate. These parameters are relative to the material type and micromachining process. A DPSS laser’s overall power, pulse width, and repetition rate are interdependent parameters, determined by the laser resonator configuration. So, for a given cavity length and pump-power level, pushing one of these parameters results in trade-offs with the other parameters. It is therefore critical that the cavity design and pumping configuration are correctly chosen in advance to deliver the performance levels required. This can lead to high engineering costs to optimize the laser system. To avoid these additional engineering costs, laser manufacturers are leveraging automated manufacturing and modular DPSS designs that can meet the ‘custom’ needs of precision micromachining laser sources.
Many vendors supply standard laser systems that work well for high-volume applications whose optimum requirements are already well-understood, but these laser systems may not be ideal for emerging applications that have not been fully investigated, or for niche/specialty applications that may never be large enough to justify a custom-optimized, mass-produced laser. Vendors including Coherent (Santa Clara, CA) support these applications through a modular design concept. For example, Coherent builds laser resonators by installing pre-mounted optics on a baseplate that is pre-drilled with numerous mounting holes. Using this common baseplate design and a limited set of optical components, the laser can be built with various cavity lengths and configurations. This type of laser system manufacturing approach results in fully customized performance, without having to resort to the NRE (non-recurring engineering) costs associated with a mass-produced, custom-designed laser.
Both high- and low-volume laser micromachining applications require optimized laser performance in order to achieve desired results and meet cost targets; however, the definition of optimum performance is highly application specific. By employing a modular construction approach, low-volume applications can be serviced in a cost-effective manner. For high-volume applications, a simplified design manufacturing process that leverages automation delivers economy without sacrificing performance and reliability.
This article was written by Joerg Heller, Product Line Manager, PRISMA, and Martin Paster, R&D Leader, PRISMA, of Coherent; and Martin Reisacher, CTO of Sauer Lasertec. For more information, e-mail Mr. Heller at