
A technique for making superconducting joints between wires made of dissimilar superconducting metals has been devised. The technique is especially suitable for fabrication of superconducting circuits needed to support persistent electric currents in electromagnets in diverse cryogenic applications. Examples of such electromagnets include those in nuclear magnetic resonance (NMR) and magnetic resonance imaging (MRI) systems and in superconducting quantum interference devices (SQUIDs).
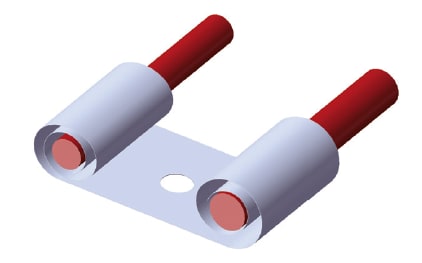
The present technique involves the use (1) of a cheap, miniature, easy-to-operate, capacitor-discharging welding apparatus that has an Nb or Nb/Ti tip and operates with a continuous local flow of gaseous helium and (2) preparation of a joint in a special spark-discharge welding geometry. In a typical application, a piece of Nb foil about 25 μm thick is rolled to form a tube, into which is inserted a wire that one seeks to weld to the tube (see figure). The tube can be slightly crimped for mechanical stability. Then a spark weld is made by use of the aforementioned apparatus with energy and time settings chosen to melt a small section of the niobium foil. The energy setting corresponds to the setting of a voltage to which the capacitor is charged.
In an experiment, the technique was used to weld an Nb foil to a copper wire coated with a Pb/Sn soft solder, which is superconducting. The joint was evaluated as part of a persistent-current circuit having an inductance of 1 mH. A current was induced in a loop, and no attenuation of the current after a time interval 1,000 s was discernible in a measurement having a fractional accuracy of 10–4: This observation supports the conclusion that the weld had an electrical resistance <10–10 Ω.
This work was done by Konstantin I. Penanen, Inseob Hahn, and Byeong Ho Eom of Caltech for NASA's Jet Propulsion Laboratory.
NPO-45931
This Brief includes a Technical Support Package (TSP).
Making Superconducting Welds Between Superconducting Wires
(reference NPO-45931) is currently available for download from the TSP library.
Don't have an account?
Overview
The document discusses a novel technique developed for making reliable superconducting welds between superconducting wires, particularly when the materials involved are vastly dissimilar. This innovation is crucial for applications in cryogenic environments, such as superconducting magnets used in Nuclear Magnetic Resonance (NMR) and Magnetic Resonance Imaging (MRI), as well as in Superconducting Quantum Interference Devices (SQUIDs).
Traditional methods of wire bonding, such as resistance spot welding or pressed contact, are ineffective due to the significant differences in hardness and melting temperatures of the materials used. The solution presented involves a unique spark-discharging welding geometry and method that allows for the creation of superconducting joints without disturbing existing hardware. This technique utilizes a simple, inexpensive capacitor discharging system, making it versatile for various applications.
The welding process involves rolling a thin niobium foil into a tube, through which a wire is fed. The tube can be crimped for mechanical stability, and a spark weld is created by melting a small section of the niobium foil. The operation is enhanced by a continuous flow of helium gas and employs a niobium or niobium-titanium tip. The energy deposited during each weld is carefully controlled by adjusting the voltage to which the capacitor is charged.
Testing of the joints has shown promising results, with critical currents exceeding 1 Ampere for joints made between niobium foil and a lead/tin wire. The joint resistance was measured in a persistent current circuit, indicating a resistance lower than 0.1 nOhm, which is essential for maintaining superconductivity. The configuration of the weld, which includes a mechanically rigid niobium sleeve, provides additional protection for the joint and prevents wire motion.
The document emphasizes the simplicity and effectiveness of this welding technique, which allows for the fast and inexpensive fabrication of complex superconducting circuits. This advancement has significant implications for the development of superconducting technologies and their applications in various fields, including aerospace and medical imaging.
Overall, the document outlines a significant technological advancement in the field of superconductivity, providing a reliable method for creating superconducting joints that can enhance the performance and reliability of superconducting systems.