
MultiWave Hybrid Technology* combines multiple laser beams with various wavelengths into a single coaxial laser beam. There are existing systems using two different laser wavelengths independently, but this is the first technology capable of combining multiple wavelengths into a single beam, providing a valuable tool for the development of novel material processing technologies.
 One example of an existing application using two wavelengths independently is stainless steel cutting. In this application, a 1.06μm laser beam is used to heat the steel locally, thereby increasing its optical absorptivity. Once the material is heated, the 1.06μm laser beam is switched off, and a 10.6μm laser, which is much less expensive to operate, is used to complete the material processing operation. This allows one laser wavelength to modify the properties of the material so the second laser wavelength can carry out the material processing operation much more efficiently.
One example of an existing application using two wavelengths independently is stainless steel cutting. In this application, a 1.06μm laser beam is used to heat the steel locally, thereby increasing its optical absorptivity. Once the material is heated, the 1.06μm laser beam is switched off, and a 10.6μm laser, which is much less expensive to operate, is used to complete the material processing operation. This allows one laser wavelength to modify the properties of the material so the second laser wavelength can carry out the material processing operation much more efficiently.
MultiWave Hybrid Technology takes this capability to a new realm. It allows multiple laser beams with various wavelengths to be combined into a single coaxial beam. Each component of this hybrid laser beam is independently controlled to allow optimum laser processing flexibility for an unlimited number of organic and inorganic materials. Moreover, the unique design of the optical system allows all wavelengths to focus into the same plane simultaneously. This allows the different wavelengths to work together to provide material processing capabilities that have never before been possible.
Interaction of Laser Energy with Materials

A laser beam is an electromagnetic wave with a characteristic wavelength. The wavelength is dependent upon the type of laser used to generate the beam. Figure 1 shows a portion of the electromagnetic spectrum extending from the ultraviolet region at the left, through the visible region in the center and into the infrared region at the right. Various types of lasers are depicted on the spectrum, each at its characteristic wavelength. These individual lasers have applications ranging from microelectronics, to optical storage to laser processing of materials. MultiWave Hybrid Technology combines several of these wavelengths into a single beam to add a new dimension to the way laser energy interacts with materials.
When a laser beam (like any electromagnetic wave) passes through a material, it will interact with the material in some way. The electric field associated with the laser beam causes any charged particle in the material to move. There are two types of charged particles in the atomic structure of any material: electrons and protons. The protons have a relatively high mass and are difficult to move. The electrons have a much lower mass; therefore, they can move more easily in response to the force exerted by the electric field component of the laser beam. This movement is a regular oscillation with a period determined by the wavelength of the laser beam.
After being set in motion by the laser beam, the moving electrons need to return to their equilibrium state. This is achieved through one of two mechanisms. The electrons can re-emit electromagnetic energy in random directions, where the laser beam is said to be reflected or transmitted depending upon the direction. Alternatively, a population of electrons all oscillating with the same period can transfer their energy to the chemical lattice of the material. In this case, the energy of the laser beam is said to be absorbed.
Interaction of Laser Energy with Organic Materials
Generally speaking, organic materials are chains of carbon atoms with hydrogen atoms bonded at regular intervals (Figure 2). For organic solids, these chains can be thousands of carbon atoms long.
Because of the regular molecular structures of these organic materials, they can only oscillate in certain modes. For example, carbon-carbon bonds can stretch and relax with a certain characteristic period, or they can rotate back and forth, again with a characteristic period. The implication for laser processing is that only lasers with wavelengths that match the natural oscillation periods of the organic material are absorbed. If the laser wavelength does not match the characteristic oscillation periods, then the laser energy will be reflected or transmitted.
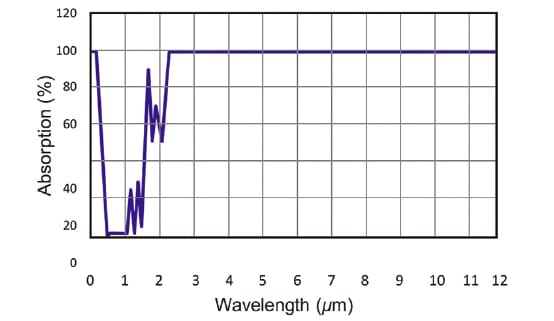
This point is illustrated by the absorption spectrum for acrylic, a common organic material (Figure 3). The chart shows that for a 10.6μm laser, nearly 100% of the laser energy is absorbed. In contrast, the energy absorption for a 1.06μm laser is nearly zero.
Most organic solids, being made up of long chain hydrocarbons, have optical absorption spectra similar to acrylic. They tend to absorb very strongly in the mid- to far-range infrared region, from about 3μm to 15μm wavelength. This explains why CO2 lasers with a wavelength of 10.6μm are so effective for organic materials.
* Universal Laser Systems’ MultiWave Hybrid Technology is U.S. Patent Pending.
Interaction of Laser Energy with Metals
For metals, the valence electrons are not constrained by the atomic lattice of the material. Instead, they form a free electron cloud. When a laser beam strikes a metal, it causes all of the electrons in the cloud to oscillate with a period dictated by the wavelength of the laser beam. This oscillation generates an electric field 180 degrees out of phase with the impinging laser beam. This makes it very difficult for a laser beam to penetrate more than a few atomic layers into a metal.
To overcome this issue, a laser beam consisting of high-energy photons is required. The energy of a laser beam (or any electromagnetic wave) is inversely proportional to its wavelength. Referring back to Figure 1, the lasers at the left side of the figure have shorter wavelengths and therefore higher photon energy than the lasers on the right side of the figure. The higher energy photons are able to excite more core electrons, where the excess energy is more readily absorbed by the material.
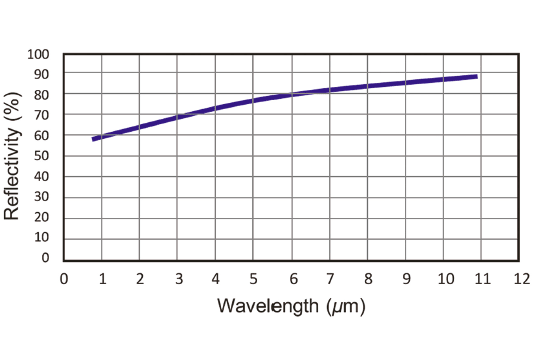
This is illustrated in Figure 4, which shows the reflectivity of stainless steel as a function of wavelength. At the 10.6μm wavelength, 90% of the energy is reflected. However only 60% of the 1.06μm laser energy is reflected.
Combining Multiple Laser Wavelengths
One existing industrial application that utilizes two distinct laser wavelengths is steel processing. Steel reflects longer wavelength laser beams as shown in Figure 4. Therefore, steel is generally processed with shorter wavelength laser beams (i.e. 1.06μm). An economic advantage is gained by pre-heating the steel with a shorter wavelength laser beam, which is readily absorbed by the steel, then switching to a longer wavelength laser beam, which is more economical to operate.
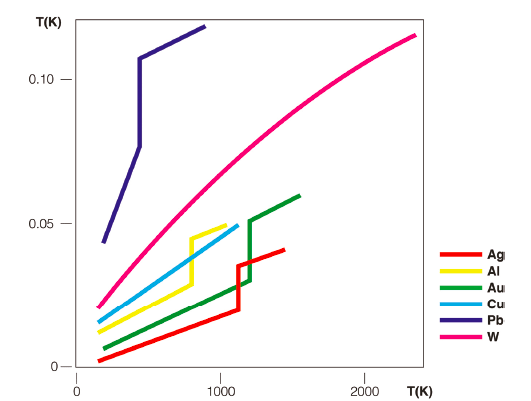
Heating the steel with a shorter wavelength laser beam causes an increase in lattice vibrations (phonons). This, in turn, increases the probability that the excited electrons in the cloud will contribute their excess energy to the lattice (i.e., absorption), as opposed to re-emitting their excess energy (i.e., reflection). This phenomenon can be extended to many other metals as demonstrated by Prokhorov, et al. in Figure 5[2]. This figure shows a linear increase in the absorptivity of several pure metals as temperature is increased. The stepwise increase in absorptivity that is shown for several of the metals occurs at their melting points.
This ability to use one laser wavelength to modify the properties of a material, thereby enabling another laser wavelength to process the material more efficiently is one of the key advantages that MultiWave Hybrid Technology offers. The primary advantage provided by this new technology is its ability to combine individual laser wavelengths into a single coaxial laser beam. This introduces new capabilities that cannot be achieved with any other laser technology.
For example, Ruettimann, et al. showed that combining a 532nm wavelength laser beam with a 1064nm wavelength laser beam produced a copper weld that was superior to any weld that could be obtained with either wavelength independently[3].
In another example, Klotzbach, et al. demonstrated carbon fiber reinforced polymers cannot be cut cleanly with either 10.6μm or 1.07μm laser beams; however, a superior laser cutting quality is achieved if these two wavelengths are combined into a single laser beam[4].
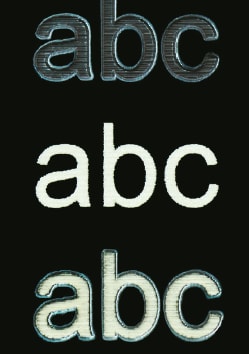
Figure 6 shows a sheet of Delrin™ marked using three different laser technologies. The laser mark at the top of the image was created using a 10.6μm wavelength laser. This mark has a depth of 0.003” (76μm), but no contrast. The laser mark in the center was created using a 1.06μm laser. This mark has contrast, but no depth. MultiWave Hybrid Technology created the laser mark at the bottom, using a laser beam comprised of 10.6μm and 1.06μm wavelengths. This mark has both contrast and a depth of 0.003” (76μm). This represents a new type of laser marking that was not possible in the past. This new type of mark has depth that provides for a permanent mark and contrast that aids in visibility.
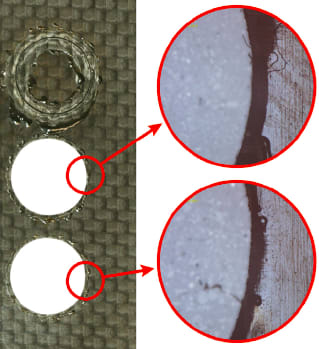
Another example of a demonstrated benefit of MultiWave Hybrid Technology is laser cutting carbon fiber reinforced polymer (CFRP). Figure 7 shows a sheet of CFRP cut using three different laser technologies. The top circle shows an attempt to cut the material with a 10.6μm laser. In this case, polymer was ablated from the surface of the CFRP, but there is no penetration through the carbon fibers. The middle circle was cut using a 1.06μm laser. This laser cuts completely through the CFRP. However, the cutting speed is low and there is substantial melting of the polymer near the cut edge. The reason for the melting is that the 1.06μm laser only cuts through the carbon fiber. The residual heat from the carbon fiber cutting, then melts the polymer. The cut at the bottom was created using MultiWave Hybrid Technology. Here the two laser wavelengths are combined to create a superior cut quality. The 10.6μm laser ablates the polymer, while the 1.06μm laser simultaneously cuts through the carbon fiber. This allows the CFRP to be cut in half the time (compared to using only the 1.06μm laser), with much less polymer melting. The two microscopic insets at right further indicate that the heat affected zone (darkened area) is substantially smaller for MultiWave Hybrid Technology compared to 1.06μm laser by itself.
These examples highlight the benefit of combining just two laser wavelengths. MultiWave Hybrid Technology surpasses this capability by allowing any number of different laser wavelengths to be combined to optimize material processing capability.
MultiWave Hybrid Technology combines multiple wavelengths and allows independent control of each laser beam. The peak power, average power, power density, pulse rate and pulse duration of each laser beam wavelength can be individually controlled.
Furthermore, temporal adjustments to each of these laser beam attributes can be programmed so every step of a material processing operation is optimized. This opens myriad possibilities to the researcher for understanding the nature of laser energy interaction with various materials. It enables the development and optimization of new manufacturing processes that provide quality and efficiency superior to single wavelength processes.
This article was written by Joe Hillman, Strategic Development Manager, Universal Laser Systems (Scottsdale, AZ). For more information, contact Mr. Hillman at
References
- Steen, W. M., and Mazumder, J. (2010), Laser Material Processing. 90 – 91.
- Prokhorov, A.M., Konov, V.I. and Mihailescu, I.N., Laser Heating of Metals, CRC Press, 1990.
- Ruettimann, C., Bartlome, R., and Dury, N., “Reproducible Copper Welding”, Industrial Laser Solutions, September/October, 2013.
- Klotzbach, A., Furst, A., Kretzschmar, F., Zenger, K., Hauptmann, J., and Beyer, E., “Investigations of Multi-Wavelengths Treatment at Composite Materials”, Proceedings of the 32nd International Congress on Applications of Lasers and Electro-Optics, October, 2013.